
Emerson’s Shawn Anderson teamed with a recycled paper mill staff member and their local business partner on an Emerson Exchange presentation, Vibration Monitoring of Control Valves Prevents Unplanned Shutdowns. Here is the presentation abstract:
Two control valves in this recycled cardboard paper facility had experienced vibration related failures. These failures were difficult to detect and/or predict due to the variable nature of the vibration of these valves and the lack of data to support proper troubleshooting techniques. A mechanical failure or loss of control from either of these valves would take down the entire paper machine. The most common failures were travel sensor failure and plug-to-stem connection failure. Could vibration monitoring and ValveLink data be combined to detect and/or predict such failures?
Shawn opened noting that this recycled paper mill was experiencing vibration related issues on control valves in steam service. The staff partnered with the Emerson team to measure and remotely monitor the vibration levels on these valves. This was the start of identifying a solution to these issues.
 The first story he shared was around a low-pressure steam valve. Valve would operate well for several months, but then would develop an audible squeal, and then valve plug would separate from the stem. It was odd since a similar valve in similar service was not failing.
The first story he shared was around a low-pressure steam valve. Valve would operate well for several months, but then would develop an audible squeal, and then valve plug would separate from the stem. It was odd since a similar valve in similar service was not failing.
In the second case, a main steam valve was experiencing high vibration during normal operation. It would experience severe vibration during start-up period (several times per year). The valve’s travel potentiometer fails when vibration causes wiper to dither in normal throttling position.
For the data collection process, wireless vibration sensors were installed with a range suitable for control valve vibration. Data collected every 10 minutes. The team viewed and analyzed the data every week and the ValveLink data was reviewed periodically. Traditional valve diagnostics were not picking up the vibration issues.
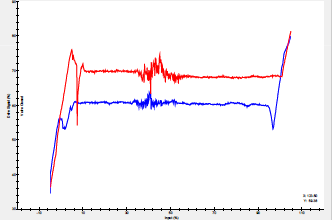
In the first case, since one valve was failing and one was not, analysis techniques were performed on the two around acceleration, velocity and the vibration frequency domain. The first analysis showed the valve that did not fail was experiencing greater vibration. These vibration results indicated no damaging level of vibration.
The team did notice balance seal wear occurring with the problem valve. A materials lab analysis was performed. The wear mechanism identified that the cause was not due to normal sliding wear or vibration but rather water flashing across the seal.
The solution was to change to a different seal design. A tight shutoff was not required for the application but in this case solved the problem. The tighter seal prevented flashing and damage. In this case, vibration monitoring did not spot the problem but eliminated it as the cause and accelerated the path to a solution. The valve now continues to operate successfully without failure.
 For the second case, the main steam valve was in a high vibration area. Emerson worked with the plant staff to install wireless vibration sensors on the valve. The vibration data indicated very subtle indication of early travel sensor failure between 30% and 50%.
For the second case, the main steam valve was in a high vibration area. Emerson worked with the plant staff to install wireless vibration sensors on the valve. The vibration data indicated very subtle indication of early travel sensor failure between 30% and 50%.
The solution was to replace the travel sensor with a new one from stock. At next outage, a remote mounted DVC6200 with an 8″ travel array was installed and a non-contact travel sensor.
An imminent failure was corrected to avoid unplanned downtime.
Loss of a steam valve will typically shut down the paper machine. Downtime for either of these cases to fix the situation is in the $120K-$150K range. These numbers neglect valve repair costs, and assume that the parts are available on-site.



