
At the Emerson Exchange conference in Austin, Emerson’s Jim Dunbar presented Steam Management and Optimization. His abstract:
Sipchem facility includes utility plant supplying steam to seven downstream production plants. Utility plant was struggling with reliability issues that had caused a ripple effect throughout the entire facility causing significant production loss. SipChem consulted Emerson and based on recommendations; SmartProcess Header solution was implemented along with improved control strategy and conceptual design for steam load shedding solution. Project was implemented online with no disturbance to plant operation and has delivered a robust and reliable plant wide master header control.
 Jim opened describing the project. Centralized utilities produce steam and power for the complex. It includes 5 boilers and the goal was to enhance plant master responsiveness to plant upsets and improve combustion air controls. The project was done in two phases with 2 boilers in phase 1 and 3 boilers in phase 2.
Jim opened describing the project. Centralized utilities produce steam and power for the complex. It includes 5 boilers and the goal was to enhance plant master responsiveness to plant upsets and improve combustion air controls. The project was done in two phases with 2 boilers in phase 1 and 3 boilers in phase 2.
What was happening is if they had a large upset or trip in the facility the steam headers from the boilers would fight each other and not smoothly handle the upset. The unit trips could ultimately lead to boiler trips. The goal was to improve stability, reliability and availability and make the plant more agile to changes. By optimizing the controls, fuel usage would be reduced and controls simplified for the operators.
The project was done while the plant was running. The first step of the project was to create a medium fidelity simulation of the steam headers and boilers. This allowed scenarios to be performed to see how the control strategy would react to various unit upsets. This work was done on virtual machines including the simulation of the DeltaV control system. Jim noted that he could work on the control strategy while traveling to the site on the plane on his laptop.
A detailed implementation plan was developed and presented to the petrochemical producer staff for review and approval. The control strategy takes the demand requirements of the plant to a main net energy controller which talks to each boiler control master. Ultimately the demand gets divided to each of the boilers on a proportional basis.
The plant master provides total net energy demand for all boilers and the net energy controller allocates and balances total net energy demand between boilers. It considers all boiler limits, ramping capability and efficiency.
Here’s the architecture of the solution:
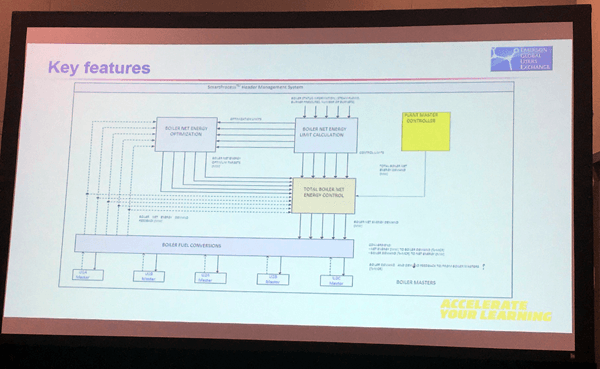
The solution includes boiler net energy optimization, total boiler net energy control and net energy limiting. The was a dashboard for the operators showing the optimum operating range for each boiler based on current plant steam demand.
You can connect and interact with other optimization experts in the Improve & Modernize group in the Emerson Exchange 365 community.



