Emerson industrial energy experts Bob Sabin and Scott Pettigrew teamed up to present a novel combustion control methodology to improve boilers, heaters, and furnaces at the 2022 Emerson Exchange conference. Here is their session’s abstract:
Most industrial and municipal sites operate combustion processes. Boilers, furnaces, fired heaters, dryers, kilns, ovens, and other fired units are critical to safe, reliable, and profitable site operations. For most control engineers, the approach to managing fired processes has not changed in 60 years. Use of “fuel to air curves” has been the legacy way to implement combustion control since the dawn of the pneumatic controller. This recently changed, however, with introduction of Emerson’s patented combustion control strategy. This configuration is totally math based and eliminates the shortcomings of a traditional curve-based approach. Better stability, efficiency, response, turn down, and least cost fuel use are all simultaneously achieved with this better control solution.
Bob opened by noting that basic combustion control techniques have remained unchanged for 60 years until Emerson’s BTU-based combustion control strategy arrived. Fuel-to-air curves are inherently a compromise and virtually never wholly optimal. A fuel BTU-based approach improves thermal efficiency, process response, turn-down, stability, and overall emissions performance. The issue with the fuel-air curves is that they are determined at one point by empirical testing of the unit over its load range.
These fuel-air curves cannot accommodate variations in fuel BTU content, ambient conditions, or mechanical performance. An extra margin or buffer is built in to prevent the creation of a fuel-rich environment. These curves also do not handle waste or alternate fuels well with varying BTU content per volume over time.
Scott described a math-based approach instead of fuel-air curves to provide much more stable and reliable performance across the load range of operation.
He described the fuel heat rate measurement that directly measures specific gravity (SG) and the gases’ molecular weight (MW). It calculates the lower heating value or higher heating value from the MW or SG. Wobbe Index is the heating value based on SG per AGA 5. It supports the consumed air method.
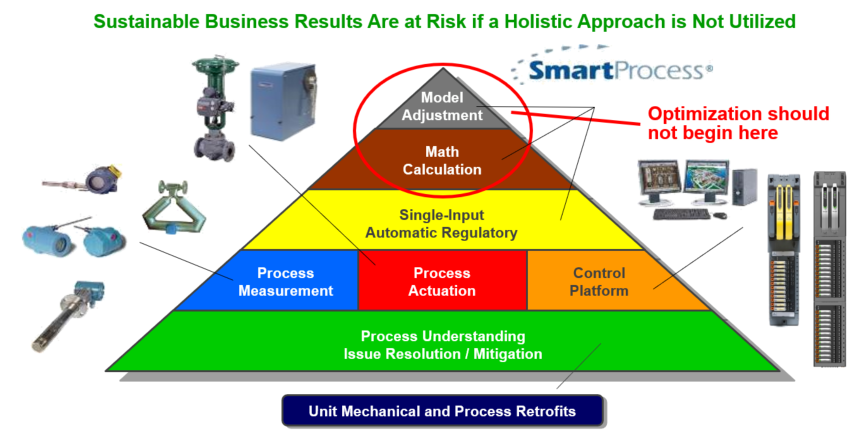
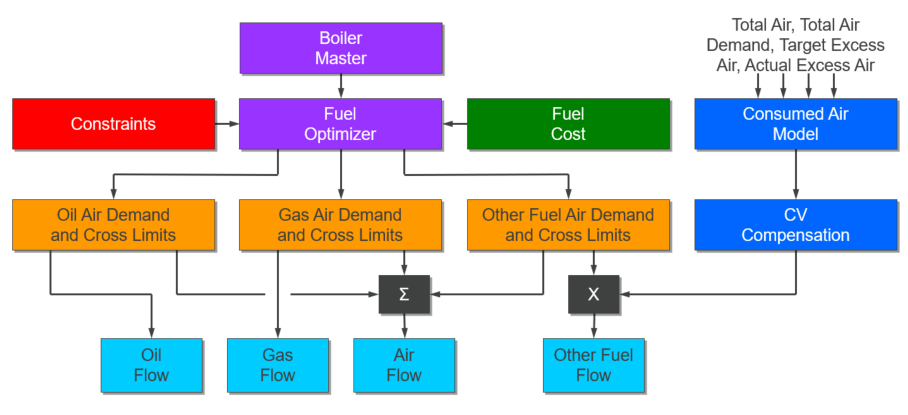
A consumed air calculation is part of the SmartProcess optimization solution and is used to understand fuel heating value in real-time. The fuel BTU content has increased if the excess air-to-O2 ratio drops. The SmartProcess solution compensates and adjusts fuel flow slightly. If O2 goes up, fuel flow can be somewhat increased.
Scott described the “Glass Box” implementation as highly maintainable and straightforward to troubleshoot. It has single input control at the unit level, with the controls done in engineering units instead of percentages. Pressure, flow, and condenser flow modes for boilers maximizers alternate fuel burning, controlling heading pressure with alternate fuel with oil or gas used as a backup. Dynamic excess air control adjusts for load, maintains control range of O2 trim controller, and maintains setpoint during load changes.
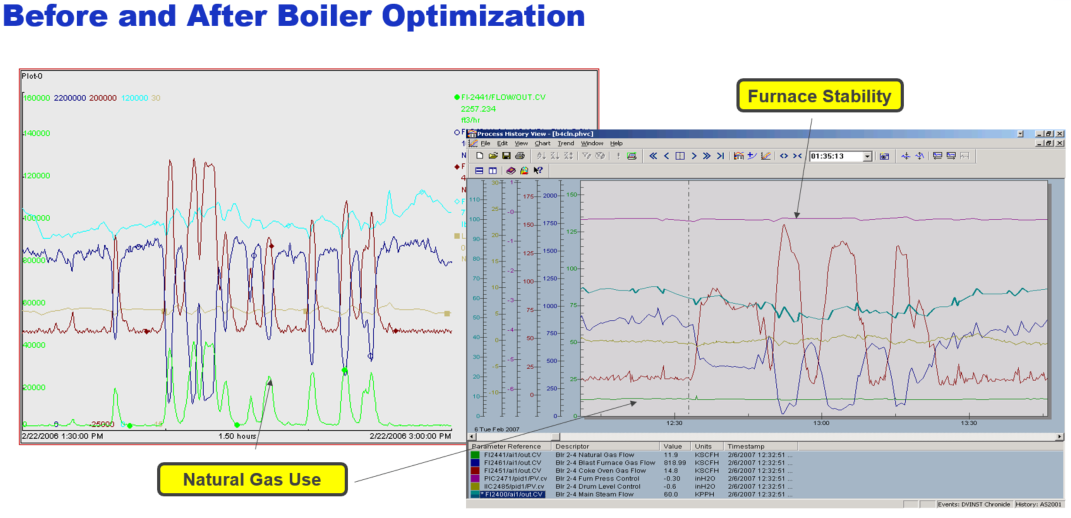
Scott shared some before and after examples of a facility burning coke oven gas and natural gas. It ran well on the natural gas but not the coke oven gas until the SmartProcess Optimization solution was applied.
Efficient combustion is one way to save money on purchased fuel. Substitution to cheaper forms of fuel can provide considerable savings. Since control is based on BTU content, the combustion remains efficient. The SmartProcess solution is self-tuning and reduces the time manual tuning needs to be performed.
Here’s a look at the proven process for unit improvement.
Scott explained that enabling fuel substitution with waste gases, liquids, and solids for purchased natural gas will typically provide the largest available utility return on investment. The solution is to implement an optimized multi-fuel boiler control strategy with real-time BTU/calorie compensation. For one petrochemical producer, this project resulted in savings of $1.5 million annually, with a project payback in under six months.
Bob, Scott, and the Industrial Energy Consultants have a proven process to drive unit performance improvements. The process begins with a performance audit and follows with combustion testing, fuel train modification, air system upgrades, measurement improvements, actuation improvements, optimized combustion control strategies, installation, commissioning & start-up, and finally, standard operating procedure (SOP) modification. The process can repeat over time to maintain improvements.
Visit the SmartProcess and Production Performance Consulting sections on Emerson.com for more on the technologies and solutions to drive more sustainable and robust combustion performance.

