In an earlier post, Safety System Considerations for Process Fired Heaters, I highlighted an American Fuel & Petrochemical Manufacturers (AFPM) paper by Emerson’s Nikki Bishop and Dave Sheppard. In this post, I’ll share the safety system design, selection and estimated savings in startup time reductions from the paper.
The authors note that safety instrumented systems are required for all fired heaters. Industry and safety organizations:
…such as NFPA, ISA, IEC and API publish documents which offer guidance for protective systems which inform a user how to avoid a situation where the fuel supply should be off but is not, where the flame should be on but is off, where the process equipment is overheated, and where the protective system itself is prevented from working as it should. These standards also describe possible actions that the protective system can perform when it detects any of these situations.
They explain that some standards are prescriptive, that is, describing the steps to take, such as the National Fire Protection Association’s NFPA 86 Standard for Ovens and Furnaces. Other standards, such as the global IEC 61511 Functional Safety – Safety Instrumented Systems for the Process Industry Sector standard, are performance based. IEC 61511:
…focuses on the safety lifecycle. Steps include identifying risks, assessing the risks, and then reducing the risk by means of a safety instrumented system.
The ISA organization has published TR84.00.05 Guidance on the Identification of Safety Instrumented Functions (SIF) in Burner Management Systems (BMS), which:
…offers specific guidance on safety instrumented systems used as burner management systems. This technical report offers recommendations for assessing safety instrumented functions within a burner management system and provides some example safety assessments.
Nikki and Dave also pointed to the American Petroleum Institute’s RP 556 Instrumentation, Control, and Protective Systems for Gas Fired Heaters, which I highlighted elements from the updated version of this standard in a post, Fired Up About Fired Heater-Go Beyond Bridging the RP 556 Gap.
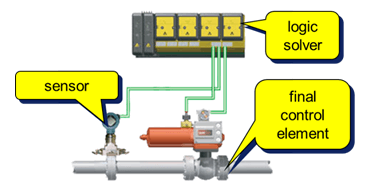 They next explored safety instrumented systems (SIS) which are comprised of sensors, logic solvers, and final control elements designed to take the process to a safe state. SISs are:
They next explored safety instrumented systems (SIS) which are comprised of sensors, logic solvers, and final control elements designed to take the process to a safe state. SISs are:
…separate from all other control systems such that in the event of a failure of the control system, the SIS is not prevented from performing the safety instrumented functions. Certified safety instrumented systems follow a stringent certification process and are designed, maintained, inspected and tested per applicable standards and recommended practices.
Burner management is one application of a safety instrumented system. The authors define burner management systems as:
…a system to monitor and control fuel burning equipment during all startup, shutdown, operating, and transient conditions.
Beyond safety, BMSs can provide operational benefits, including a reduction in startup times. A lightoff event for a fired heater may occur once every few years, which means the startup procedure may be unfamiliar to plant staff. A BMS automates this process:
…with an automated sequence for lightoff can save valuable startup time by eliminating the need for operators to manually verify valve position, detect a flame, or manually time a purge. The automated sequence ensures that each step is properly executed and eliminates human error associated with possibly verifying the wrong valve or condition, as the sequence will check for the correct condition at the correct time. Even further, a BMS with a graphical user interface that is easy to understand and clearly indicates status eliminates the need for operators to understand and sort through complex logic diagrams. A clear first out indication should be provided to the operator to ensure they know exactly what is preventing a startup or what caused a trip. This saves many hours troubleshooting when compared to a manual process or PLC-based solution where inherently dangerous trial and error procedures must be used to determine what condition is preventing startup. Instead, the specific trip condition can be addressed quickly.
Shorter restarts translate into economic savings:
…a two hour reduction in startup time for a single heater in a hydrocracker unit equates to savings of $100,000 and $300,000 if you consider all three heaters in the unit. In the case of the reforming unit where margins are even higher, the savings equate to over $250,000.
For SIS projects requiring engineering and design support, Emerson safety consultants can help.
| iTunes
