At the Emerson Exchange Virtual Series, Emerson’s Joe McHugh and SIS-TECH Solutions‘ Angela Summers presented on achieving increased safety and reliability through a redundant architecture. Here is their presentation’s abstract:
In the context of production costs, something as small as a solenoid valve might not be at the top of your priority list. But the reality is that there are 100s, if not 1000s, of solenoid valves on a plant site. Any one of these solenoid valves could fail and cause operational or safety problems today.
Like all instrumentation, solenoid valves can fail to operate when needed or could potentially operate spuriously. The chances that the solenoid valve will fail to operate is related to how long it goes without being cycled. Exercising a solenoid valve improves its ability to operate. Spurious operation happens when the solenoid coil reaches the end of its life. This is a normal age related failure, but can happen at any time in the solenoid coil’s life. Fortunately, there is a simple and easy solution to prevent spurious operation and to allow you to safely cycle your solenoid valves without process disturbance.
 Angela opened discussing industry challenges in their shutdown solution to maintain the required functional safety mitigation that’s reliable, provides diagnostic feedback and is easily maintainable over time to meet the safety life cycle requirements.
Angela opened discussing industry challenges in their shutdown solution to maintain the required functional safety mitigation that’s reliable, provides diagnostic feedback and is easily maintainable over time to meet the safety life cycle requirements.
Joe described common safety applications including emergency shutdown (ESD) systems with ESD valves, burner management systems with fuel gas valves, isolation and venting, high integrity pressure protection systems (HIPPS) and flaring systems.
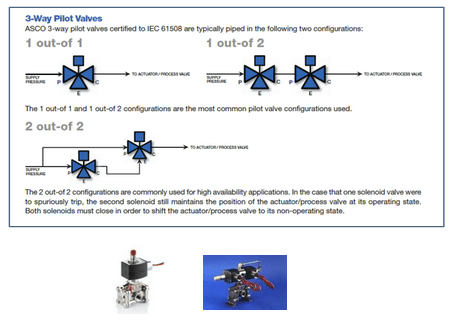
He showed some safety configuration for 3-way pilot valves in these applications.
2 out of 2 (2oo2) configurations are common in refineries and other high availability applications. Historically, there was no way of knowing that there was a fault with one of the solenoid valves was only if the other also had a fault resulting in a safety trip.
Pressure switches can be used to monitor the solenoid valve output.
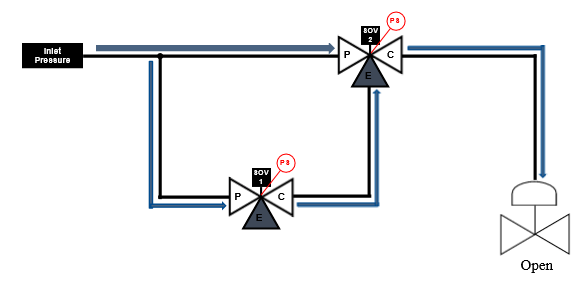
Pressure switches or limit switches can provide diagnostics on the health of the solenoid valves.
A maintenance bypass valve can be added with isolation valves to test and perform maintenance on the solenoid valves.
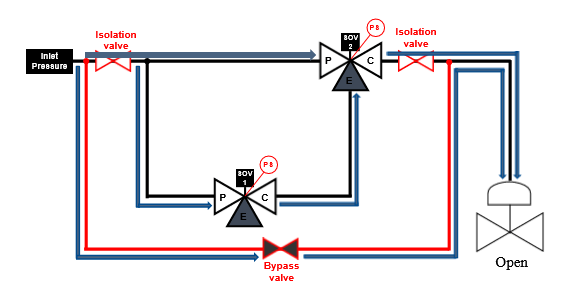
This redundant pilot valve configuration enables automated online testing and continuous monitoring. The ASCO Series RCS Redundant Control System is a pilot valve system with no single point of failure that can result in unwanted closure of the process valve. It is suitable for use in SIL 3 applications and greatly reduces spurious trip rates.
It achieves a higher level of process safety and reliability by using a redundant, fault-tolerant architecture, high diagnostic coverage, and automated testing. It is available in a variety of constructions that provide valve diagnostics through automated, partial-stroke testing.
Visit the ASCO Series RCS page on Emerson.com for specifications, capabilities, documents and drawings for your safety instrumented function applications.

