When we think about new large-scale decarbonisation projects in the UK, the focus will be on the coastal manufacturing and power generation clusters. Carbon capture utilisation and storage (CCUS) will be a critical element of decarbonisation, together with the transition to low carbon energy sources. Covering industries in Teesside and Humberside, the `East Coast Cluster’ is one of the first projects to be selected for the base decarbonisation and carbon capture projects.
There are multiple elements of decarbonisation, such as energy source selection, process efficiency, waste reduction, emissions management. Whether carbon is removed from fuels pre or post combustion, carbon capture and storage, is an important part of the equation. Throughout the UK, all our industrial clusters are developing decarbonisation strategies, each of which include carbon capture. A significant proportion of these include pipelines and subsea infrastructure to transfer, compress and store the carbon dioxide in suitable underground rock formations.
Carbon capture integrated projects
Process manufacturers look to automation to improve productivity, safety and reliability. When we’re thinking about automation for decarbonisation, we aim to enable a business to take informed production decisions based on immediate trends and forecastable future events. Some of these are internal to the business, such as demand planning or the ability to switch fuel sources. While others are a response to external factors – the relative price of energies or the availability and cost of carbon capture capacity and so on.
The dynamic properties of the storage reservoir and injection wells are expected to be controlling variables in the carbon sequestration process. Real-time measurement of the CO2 for fiscal allocation and reservoir management is likely to involve a combination of conventional physical flow measurement, but also modelling and simulation through virtual metering for well balancing and leak detection. Automation systems and digital twin modelling can support the operator to overcome these challenges in the same way that is applied for the extraction of gas and oil from production fields today.
Whether an individual producer, generator or consumer, automation can help manage your energy source selection relative to output demand and allocated carbon capture sequestration capacity – aiming to maintain a steady and optimal production rate, which in turn helps with energy and emissions efficiency.
Depending on the size and location of the plant, you may generate a volume of carbon dioxide which warrants onsite carbon capture. Or for smaller businesses residing on industrial business parks, I can see a future where carbon management is offered as a tenant utility, in the same way electricity, steam, water treatment and other utilities are delivered today.
As automation systems are tasked to enable more dynamic business decisions, the crossover of system and domain responsibility between information technology (IT) and operational technology (OT), means that automation businesses and professionals need to be more conversant with the language and business models of the IT world.
When we bring together multiple carbon dioxide producers through an interconnecting gathering network, long-term storage reservoir with constrained loading capacity, we are combining the effects of individual, but possibly co-influenced business decisions with the dynamics of the physical system.
The first thought might be that we will make it easier to balance the demand for the carbon capture system and the storage and the reservoir, because the variations in load from each producer will aggregate out, with an overall smoothing effect. But it’s just as likely that systemic factors, such as a sudden change in the weather or a glut of wind generated electricity, means it could make sense for several businesses to switch energy source at the same time, thus reducing instantaneous CCUS demand until that capacity is reallocated. Variability leads to processing inefficiencies and where a shared CCUS resource is concerned, those inefficiencies are not in anyone’s interest. It is best to keep the facility running at a smooth and optimal capacity.
Fair, fast and open access to information on forecast demand and allocated capacity will help decision making, but in itself brings a simultaneous challenge of fast democratised data and robust cybersecurity. Hardware agnostic supervisory control and data acquisition (SCADA) systems hosted in the cloud can give multiple stakeholders equal access to information in the format they can readily use in their own business, without the necessity to standardise on a particular and proprietary automation or communications platform. Cybersecurity standards and guidance, such as the HSE’s operational guide OG 86 and critical national infrastructure directives, offer operators a structured approach to deploy firewalls, edge devices, data diodes and other protection technology to build defence in depth and ensure trustworthy and secure information exchange.
The building of this capital infrastructure needs to be supported by a change in consumer demand. One change we are starting to see in Europe and around the world, is the increasing use of hydrogen for mobility. The use of hydrogen fuel helps transport companies use one third less energy than gas and leverage two times the fuel economy rate. Automation technology is being applied to the filling stations for hydrogen powered vehicles to accurately and safely dispense this compressed fuel.
Energy Efficiency
It may seem like all of these changes are about large infrastructure or fantastic ideas for the future, but there are small actions that we could all take to enable the big changes that are needed to manage this climate emergency. Increasing the efficiency of our energy consumption counts for a significant part of the total carbon reduction. If we use energy more efficiently, we consume less and inherently will emit less carbon dioxide. There are several ways to apply automation to increase energy efficiency, including advanced control and performance simulation. There is a very simple and low-cost action that can have a massive impact on improved efficiency.
A typical industrial plant spends between 30% and 50% of its operating budget on energy. With the current gas prices, that may become even higher. Working with our customers we have measured the impact of improved control on simple loops, which can cut energy consumption and lead to higher throughput of a better quality product. It would therefore be good to understand how many control loops in the plant are underperforming and what are the major contributors to this underperformance.
Our studies of installed systems show that about 70% of control loops are underperforming and this is down to three main issues. Firstly, instrumentation issues caused by poor maintenance and incorrect installation. Final control element issues, such as worn valve stems, backlash valve passing and incorrect valve sizing. Sometimes this is due to plant being repurposed or redesigned for a different feedstock or a different end product without the full redesign of the control loops. Even if valves and instruments are correctly installed, sized and maintained, if the PID (proportional integral derivative) tuning is not in line with the process dynamics that it is trying to control, there can be problems, especially with long dead times on the control loop. Another reason can be poor design of the control scheme, for example, not using a cascaded loop that would help to reduce disturbances.
If the control strategy isn’t aligned to the process control objectives, we can look at interactions to ensure they’re working correctly and help stabilise the process, improve control and therefore drive the energy performance. We can look to optimise a control loop in three stages. Firstly, we assess and monitor the current operation of a loop. Should there be wide variability, the next step is to stabilise the loop by tuning the PID parameters. There are a wide range of tools available to help do this. The major impact of tuning the loop and stabilising it, is to move the process to a better operating point that is closer to the design. This pushes throughput and gets closer to quality constraints. We can also reduce the load on operators. By allowing them to focus on dealing with abnormal situations helps to increase process availability. We also see a step change improvement in energy performance, with gains in energy efficiency and lower emissions because we not unnecessarily cycling the temperature or the pressure in the process.
That raises three questions. How do I know if I’ve got a problem? Now that you’re aware that you have a problem, what actions should you take? It’s very important to know that and as good engineers, whenever we’re doing any type of control performance, we want to be able to track the improvements. Firstly, we identify the `bad actors’. I mentioned there are many tools available to diagnose and tune control loops. Emerson’s control loop tool is part of our Guardian support and the performance services for the DeltaV distributed control system.
The Guardian dashboard provides a breakdown of the operation of control loops the plant. The system gives access to a performance dashboard, providing an at-a-glance indication of the plant control performance. For instance, the dashboard (Fig 1.) shows that the operators appear to be making excessive changes to the process. A significant number of the loops are not operating the intended design mode. This might explain why there is so much human interaction by the operators. Some of the loops appear to be operating close to their limits and some loops appear to be unstable.
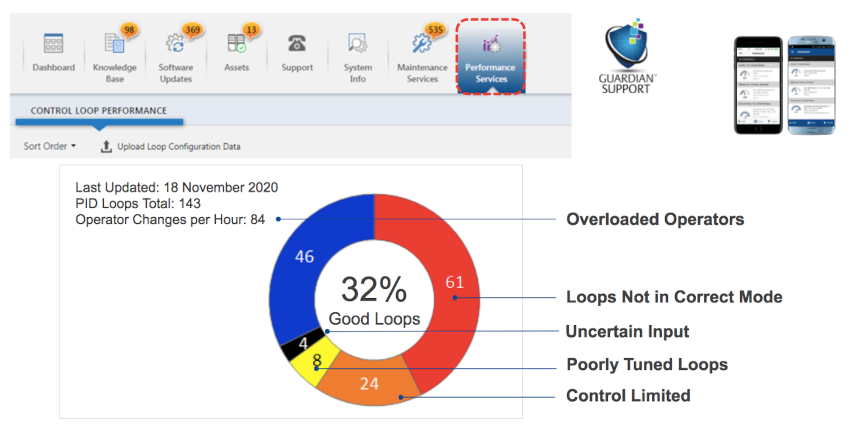
Fig 1. Guardian Dashboard
The Guardian control performance score can help determine how well control loops are performing on the DeltaV system, but which loops are they?
To get finer resolution of the dashboard, Emerson offers a service called DeltaV Loop Service, where we provide insight into the each of the categories seen in the dashboard. We give recommendations, actions and priorities. A lot of the issues can be solved by your own maintenance team, but we are on hand to help you with complex loops, such as the interacting loops or cascading loops. This principle of good management of the control loops can be applied to anything where there’s an energy conversion involved, such as distillation columns, kilns, fired equipment and rotary dryers.
By identifying control loop problems and improving them, you can make an immediate impact without significant capital investment. If you can improve your control loop performance, cut out that variability, then you will be able to reduce your energy consumption, increase your throughput and have a more stable product quality. All of which are essential to achieve your sustainability targets.
To learn more about how Emerson is supporting our customers’ environmental sustainability goals, visit www.Emerson.com/uk/sustainability
