
Handling excess gas that vaporizes from crude while in a holding tank is a problem.
Options, none of which are ideal, include: vent the tank to the atmosphere, flare or combust the gas, or route gas to a Vapor Recovery Unit (VRU) where it is compressed and then sent to sales.
What if you could route excess gas directly to sales much earlier in the process and avoid extra equipment, cost, and risk by having to deal with it at the tank stage?
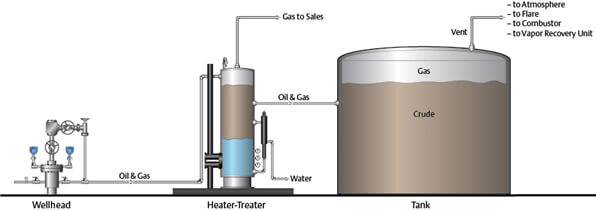
Options to handle gas in the oilfield
Optimizing separation of the product at the source, via the heater treater or separator, enables you to capture valuable, lighter hydrocarbon gases, minimize the amount of gas going to the holding tank, and maximize the gas going directly to sales, which results in:
- More gas directly to sales vs. gas that needs venting or handling at the tank stage, reduced VRU capacity requirements
- Accurate, reliable allocation measurement that satisfies contractual requirements
- Reduce emissions, improve environmental stewardship, and minimize regulatory fines
Some best practices include field-proven devices at critical points that make it easy to optimize the separation vessel. Let’s take a closer look on how this can be achieved.
Level Sensing
- Managing the level within a heater treater or separator ensures that when vessel content is released, it’s dumped into the tank without sucking gas due to stuck or slow-to-respond dump valves or via vortex.
- Depending on the type of vessel being used, the Fisher L2e Electric Level Controller, Rosemount dP Transmitter, Rosemount Guided Wave Radar, or Rosemount Vibrating Fork Level Switch are all solutions to consider. Easy-to-use, field-proven, and adjustable set points ensure performance and confidence.
Level Control
- Controlling the dump valve is key to minimizing the release of gas out of the separation vessel and down the production line where it can cause problems and additional cost.
- The Fisher easy-Drive Actuator on a Fisher D3/D4 dump valve is designed for this application. This low-powered and solar-charged, field-proven electric actuator is easy-to-use and vents no product to the atmosphere.
Pressure & Temperature Control
- To maximize what can be sent to sales and minimize allocation discrepancies or ‘shrinkage’ in the tanks, it’s important to run your heater treater or separator at the right temperature and pressure. Daily and seasonal temperature swings generate a dynamic environment in the field that requires control.
- Fisher regulator devices offer high-pressure tolerance and minimize pressure deviations within the separator, providing faster reaction to thermal variations and pressure surges from the well.
Flow Control
- Once you’re confident of the level in your heater treater or separator, you want to make sure you only dump the amount needed to be released. Sensing entrained gas in the liquid stream is a challenge for many flow measurement devices but it is critical to identifying when the level in the vessel needs altering, the pressure is not being maintained correctly, or the heater is not operating at the correct temperature.
- Emerson’s Micro Motion F-Series Coriolis Meter, using flow and density measurements coupled with drive gain indicator, can immediately detect when gas is entrained in an oil dump. In addition, the density measurement also serves to confirm you’re not taking water into the tank. This easy diagnostic ensures the proper level set for dump valves and keeps gas where you want it – in the separator or heater treater where it can then go directly to sales.
- In addition, the Micro Motion Coriolis meter has an integral temperature sensor, which can be used to diagnose improper heater temperature as the source of entrained gas in the meter.
Vapor Recovery Unit
- While the goal is to maximize gas sales and minimize vapors from the tank, invariably, eliminating all gas will continue to be a challenge. To handle these vapors, Emerson’s Vapor Recovery System is ideal to help you further maximize gas revenue later in the process plus manage environmental regulations.
 Implementing these best practices, utilizing field-proven technologies, will get you well on your way to capturing the maximum amount of gas and optimizing sales.
Implementing these best practices, utilizing field-proven technologies, will get you well on your way to capturing the maximum amount of gas and optimizing sales.
Interested in exploring how this could be implemented in your fields? Check out the Heater Treater Optimization Guide for more tips or contact us and let’s get started – [email protected].
