It was great having the weekend to rest and recover from a breathless pace at last week’s Emerson Exchange conference. There were so many workshops to see, but with more than 350 from which to choose, I couldn’t make them all.

Pressure controls are important to the operation and safety of many plants. They protect vessels & machines and ensure the efficiency of operations such as reaction, absorption, separation, distillation, and extrusion. Many plants encounter pressure loops cycling or unable to respond properly to disturbances. This presentation shows how to rapidly isolate, diagnose, and fix problems due to various causes. It will be of interest to instrument engineers, process control engineers, and commissioning teams. The examples are from oil & gas, LNG, refining, and petrochemical plants.
In this presentation, he shared 11 examples from the oil & gas, LNG, refining, petrochemical, and pipeline industries. Mark opened noting the importance of pressure control in safety and operational performance. Proper control protects processing vessels and machinery and helps to ensure the efficiency of reaction, absorption, separation, distillation and extrusion processes.
In his consulting work helping to identify and fix variability issues, he encounters many plants with pressure loop cycling or inadequate disturbance response. The focus of his presentation was to share best practices in isolating, diagnosing and fixing problems due to various causes.
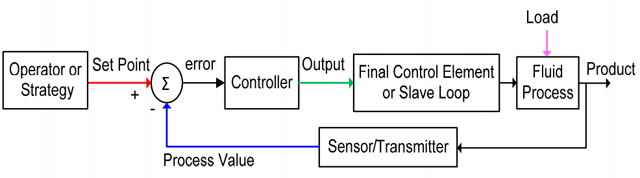
A challenge with feedback control loops is that the root cause of a problem may occur anywhere in the loop.
Also, gas pressure processes often have complex integrating dynamics. And, plant engineers are often may not have had training in process and loop dynamics or the bandwidth to spend the time to learn and retain the knowledge.
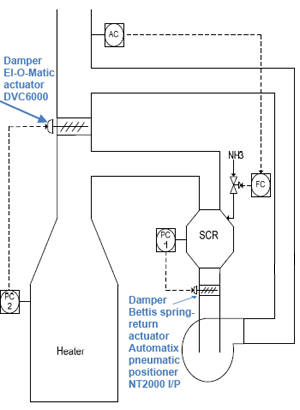
NOx Control Unit Startup
After performing a manual step test to determine the process dynamics, Mark and the plant staff measured a 33-second self-regulating dead time on a 4% step change. Using the Lambda tuning method, with a lambda of 90 to loop performed OK in automatic mode, but the process variable had a limit cycle. The recommended solution was to replace the pneumatic positioner with a Fisher digital valve controller.
A second loop controlling the stack damper did not perform well in either manual or automatic mode. To test the dynamic response, the operator climbed the ladder to the damper and instruments, put the loop in manual, and step the loop output value. The damper stayed in the full open mode, even when the actuator pressure drops.
The solution was to repair the damper and display the HART read-back signal from its position back to the operators on their operator screens.
Here’s the list of the other 10 examples Mark covered:
- Fuel Gas Supply System on Startup
- Compressor Seal Oil Pressure Control
- Liquefaction Unit – Mixed Refrigerant to Exchanger
- Wet Gas Pressure to Dryers
- Compressor Lube Oil Pressure Control at Pump Skid
- Acid Gas Removal Unit, Absorber Pressure and Flow
- Pipeline Delivery Station
- Independent Valve Position Sensor
- Polymer Extruder Pressure Control
- Reactor Overhead Vent Pressure
If you’d like me to share more on one of them, leave me a comment and I’ll write it up a future post.
Mark followed a similar approach in all these cases. First, always measure the process dynamics, which can be done with tools such as the EnTech Toolkit. Pressure processes may have either self-regulating or integrating dynamics. The linear parts of the process dynamics are used in the PID tuning values and the non-linearities including dead band, self-cycling, overshoot and variable dead time need to be mitigated. The most common non-linearity is in a control valve’s motion. Also, dead band can be aggravated by high process gain.
Lambda tuning gives non-oscillatory response in the required response time. Mark advised that most pressure processes do not need a PV filter. If there is a filter, start recording the unfiltered PV and use that as reference.
When troubleshooting a loop’s performance, don’t forget the other loop components, such as the sensor/transmitter, analog input (AI), I/O, and/or any signal conversion.
