In oil and gas production and transportation, managing temperature and pressure is critical for safe and efficient operations.

 In a whitepaper, The Significance of Reliable Pressure Control in Oilfield Burner Systems, Emerson’s Deepak Sivanandan describes the technologies critical in managing process temperatures and pressures.
In a whitepaper, The Significance of Reliable Pressure Control in Oilfield Burner Systems, Emerson’s Deepak Sivanandan describes the technologies critical in managing process temperatures and pressures.
Deepak opens by highlighting the integral role of burners on oil & gas well pads:
They generate the heat necessary for separating the oil, gas and water mixture and to keep the gases in their vapor phase during transportation through pipelines.
He describes three common classifications of gas-fired combustors used to generate heat:
- Separator Burners, which provide heat to separation units such as heater treaters
- Inline Burners, which provide heat to maintain temperature within pipes and to prevent hydrate formation
- Tank Burners, which provide heat to maintain storage tank temperatures
The traditional method of igniting burners was a dangerous process of long sticks with a burning rag at one end. Not only was safety an issue, but control to manage the flame intensity based on process requirements was absent.
Burner Management Systems (BMS) provide a safer, more automated method to manage the burners. Deepak described the responsibilities of a BMS:
- Ensures safe burner startup once proper conditions are met and initiates shutdown if unsafe conditions occur
- Reignites the burner flame automatically in a controlled routine in the event that it has been extinguished
- Monitors and ensures that the burner and pilot flame is lit
- Modulates the burner flame intensity based on temperature needed for the application
- Allows user to monitor flame status, change temperature set points, and even shut down from a remote location
Deepak further describes the operational and safety challenges faced in the burner industry when transporting crude oil via pipelines or rail.
From an operational standpoint, managing the temperature is critical:
When the crude oil mixture is over-heated (>110°F) in the treater, the intermediates vaporize and get vented into the atmosphere or get flared. When the crude oil mixture is under-heated (<110°F), water is carried over along with crude due to poor separation. The water has no value and hence reduces the quality of the crude being transported. Both these cases result in revenue loss for the producer.
From a safety standpoint, minimizing the pressure buildup is essential:
When the crude oil mixture is under-heated (<110°F) in the treater, the VOCs (Volatile Organic Compounds) are poorly separated from the oil. This leads to transportation of crude oil that carries an increased risk of boiling when exposed to atmospheric pressure at ambient temperature, resulting in pressure buildup inside the rail car. The excessive pressure buildup could potentially lead to rupture. On the other hand, when the crude oil mixture is over-heated (>110°F) in the treater, the lighter gases evaporate, resulting in flaring when sufficient infrastructure is not available to contain them.
Flaring can pose environmental compliance issues based upon the location of the producing well pad.
Deepak provides a detailed look at a burner fuel train where the gas production from the well pad is the source of fuel consumed by the burner. Pressure regulation is essential for optimal fuel train performance. He describes the purpose and function of the regulators and valves in the main burner and pilot burner based on this schematic drawing:
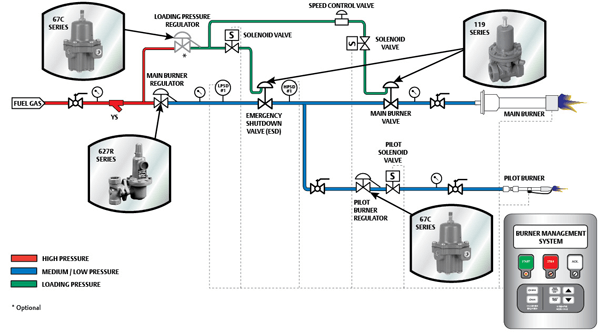
You’ll want to read the whitepaper for more on operation of the main burner regulator, loading pressure regulator, speed control valve, main burner valve, pilot burner regulator, emergency shutdown valve(s) (ESD) and solenoids as well as their sequence of operation in startup, shutdown and emergency shutdown.
Deepak concludes:
Increasing safety concerns, tightening regulations and industry-wide efforts to achieve greater efficiency are all fuelling a move toward automated control of burners in well pads through the use of Burner Management Systems. It is essential for the safety of the burner train and downstream equipment that the pressure of fuel gas entering the train is controlled appropriately. Different types and sizes of pressure regulators are installed in the train to achieve the desired pressure control. In addition, the pressure regulators help maintain the flame intensity that controls the operating temperature of process fluid in the burner application. Hence, careful selection of robust and reliable pressure regulators is essential for optimal fuel train performance.
You can connect and interact with other pressure regulator and oil & gas experts in the Regulators and Oil and Gas groups in the Emerson Exchange 365 community.
