
It is no secret that the oil and gas producers attraction to the shale fields has been the high BTU wet gas that contains a significant volume of heavier hydrocarbons known as Natural Gas Liquids or NGLs. The purpose of the Natural Gas / NGL Recovery plant is to recover the methane and send it to interstate pipelines. However, its primary role is to maximize the recovery of high-value NGLs. In this two-part series, we’ll look at NGL Recovery plant operations and share the findings from a typical optimization study.
The natural gas liquids, sometimes known as Y-grade, must then be transported to fractionation facilities where the liquids can be mixed or separated into their base components as purity products. The NGL Fractionation facility separates the NGLs extracted from the raw gas feed stream into purity products based on their component boiling point ranges (also known as cut points).
Fractionation Distillation Columns
The distillation columns separating the NGL components perform the following functions:
- T-301, the de-ethanizer, removes ethane from the feed stream.
- T-302, the de-propanizer, separates propane product from the base of T-301.
- T-303, the de-butanizer, separates butane from the base of T-302.
- T-450, the butane splitter, separates the isomers of butane into two product streams.
- T-350, the de-pentanizer, separates pentane from the base of T-303.
- T-351, the pentane splitter, separates the isomers of pentane into an i-pentane stream and an n-pentane stream that is blended with the base of T-350.
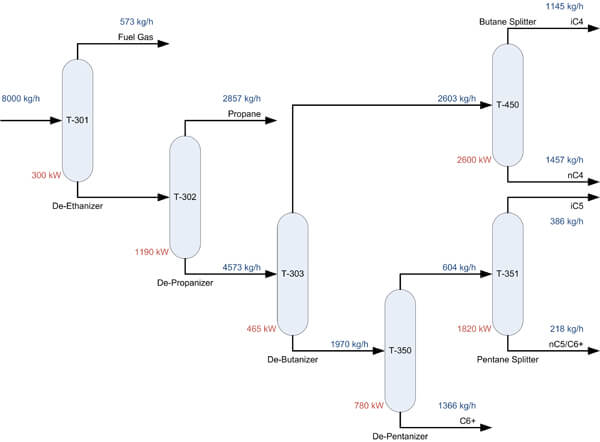
Typical NGL Fractionator Distillation Train Flow
In these facilities, lighter fractions come off the top of the column and progressively heavier components with higher boiling points are pulled off from the bottom of the tower. Fractionator columns are often highly constrained, with significant controller interactions and long-time constants.
In the experience of the Emerson Advanced Process Control consultants, one of the main challenges that fractionation processers must solve is the flexibility to handle varying compositions of NGLs. This flexibility allows these producers to meet market demands and produce the right mix of hydrocarbon components that match the product specification for their domestic and export markets.
In addition, distillation is often costly and energy intensive where the concern is focused around energy usage, product quality, measurement accuracy, capacity and reliability. Primary concerns for the fractionator include:
- Production versus energy costs
- Product quality
- Accurate measurement for allocation and custody transfer
- Capacity from a turn down perspective
- Reliability – stabilizing alarms and alerts before they result in a shutdown
SmartProcess Distillation controllers support faster dynamics and constraints for each column in the distillation train and integrates a master Model Predictive Controller that optimizes the complete train on a slower frequency providing NGL Fractionation operators with the required flexibility to handle varying compositions of NGLs in order to meet market demand and produce the right mix of hydrocarbon components.
This automation solution also minimizes disturbances from feed switching, and provides the ability to quickly respond to process upsets caused by variability in feed rate, feed quality, temperature and pressure in the distillation towers. Advanced control stabilizes the process and continuously pushes constraints to generate increased product yields while optimizing energy use.
Optimization Process Summary
The Advanced Process Control consultants help to perform many operational studies to determine to what extent a fractionation facility can be optimized. The next step is to define the scope and return on investment of that opportunity. The prime objective of any investment is to significantly reduce the operating cost of the facility, primarily by improving the energy efficiency.
In part two, we will identify the factors for improving the automation and control of a fractionation facility. In particular, we will explore the types of advanced process control that help to reduce the energy consumption of the distillation columns. In order for this advanced process control to work well, the underlying control system, instruments and valves must also work well.
From Jim: You can connect and interact with other midstream oil and gas and advanced process control experts in the Oil & Gas and Improve & Modernize groups in the Emerson Exchange 365 community.
