When the plant is not running the way it should, with excessive variability, alarm conditions or sub-optimized performance, plant engineers often connect with the Emerson Production Performance consultants. I had the opportunity to sit down and record a podcast with Emerson’s James Beall who is a member of the team.
You may remember James from an earlier podcast, 5 Questions for Principal Process Control Consultant James Beall, where he shares his educational background and path to being a consultant. He is also a highly sought-after speaker at industry and professional conferences such as ISA and AIChE as well as our Emerson Exchange events.
In this podcast episode, I asked him about some of the biggest challenges he’s come across, typical problems encountered, how he transfers knowledge to onsite engineers, and more.
We hope you enjoy the stories James shares and advice he gives!
Transcript
Jim: Hi everybody. This is Jim Cahill with another “Emerson Automation Experts” podcast. Today, I’m lucky enough to be joined by James Beall in person here in Austin. We haven’t done an in-person podcast in quite a while. We had done a podcast earlier with James, so I won’t go through his whole background. I’ll refer back to that podcast, the five questions for him, if you need more of his background. But James is a highly sought-after principle process control consultant and spends a good chunk of his time helping our customers get their plants running, optimized, and in good condition.
So, James, let’s start out and do it a little different than last time. When you visit one of our customer facilities, what is the most common issue you find?
James: Typically, what we find is poor tuning of their PID controllers. Most plant personnel, not all, but most don’t have a good defined tuning methodology. It’s kind of just trial and error and some of them are pretty good at it but the end result overall is not that good of a situation. And this also includes some, not just the gain, reset, rate we call it or the P, I, and D settings but also there are some settings within the PID that make it function much better or much worse and some features there. So that’s number one.
Number two, we almost always encounter bad performing control valves, and that really limits the capability. Some plants do have a good control valve selection and specification program and do a good job of that but that’s probably number two. And then we often see an incorrect control scheme that really just is suboptimal and doesn’t work nearly as well as a proper control scheme. So I would say those are the top three issues that we find.
Jim: Wow. So there’s lots of opportunities when you go into these different plants. So just to give our listeners a sense for how your visits go, tell us how your first day typically goes when you arrive at a plant that you’ve not been to before.
James: Okay. And certainly, we’ve probably have talked to the plant personnel just a little bit to get an idea of, you know, what the issue is that they’re having so we can, you know, generate the scope of work in a quote, but still, when we get there, we really want to introduce all the parties involved. Of course, we’ll go through our safety training and that kind of thing, always either before that first day and make sure we take care of all that. But we go through an introduction with the parties, meet them, both the engineers and the operators are really key to what we are able to accomplish with our process control improvement work.
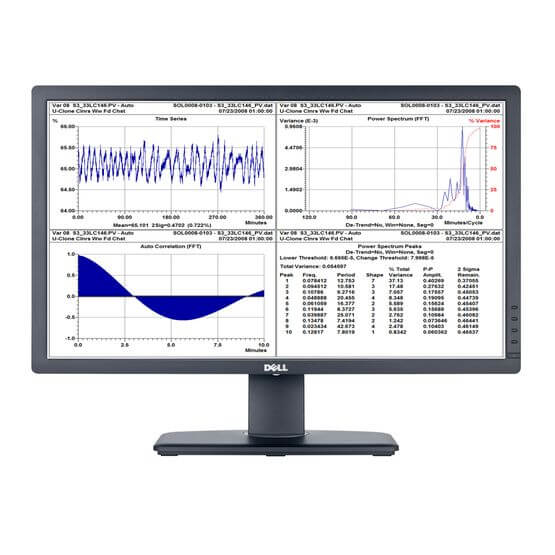
So, I spend a lot of time working with the operators as well as the engineers, but we want to review that problem again. We really have to take a deep dive into that section of the process that they were involved in and make sure we understand their particular process. And we may have to do that again. If we find the problems coming from upstream, we have to dig further into that process and understand it better. We install some of our process control diagnostic tools, what we call the EnTech toolkit so that we can collect high fidelity data for our analysis because we really depend on a methodical approach using good data and good tools to make our improvements and understand what the problem is initially too.
So, that’s a typical first day, a lot of activity going on as well as meeting with the operators and starting to let them know what we’re going to be doing and what we’re asking of them and their take on the problem. Because sometimes, you know, it might not be the whys doing it but it’s certainly they understand what is going on and what they’re seeing, and then we can move on from there.
Jim: Yeah. And I got to believe you just got to establish their trust a little bit. They’re fighting whatever that issue is and you’re like the doctor coming in to solve the issue. So I imagine, you know, by the end of it, they want to feel good about the things that you’re doing.
James: Yeah. And that’s one thing that you bring up is I always try to make it a teamwork effort because it really is. It’s their knowledge and their perspective from the operator to the engineer to my knowledge and tools and perspective. And you really need to pull all that together as a team and you get a better solution, and everybody has buy-in because it’s part of their solution. We are all working as a team to solve that. So, I always present it to their management is in the end result was a result of a teamwork of their people and our people, you know, working together to solve this. So, that’s always a win-win-win situation when you do that.
Jim: Yeah. And that sounds like it can be a long-lasting that…you know, if everyone’s not bought in, it probably would be short-term fix and not long-lasting. So that sounds great. What’s one of the hardest problems you’ve had to solve working with a customer?
James: Well, there’s been a few problems that were difficult to find and sometimes took multiple trips. Often kind of the heart of these types of problems are when you have either something in the process that’s going on that the customer doesn’t understand, nor do I understand perhaps. I can see the result of it, and I can’t find the source of it. And if I can’t, then it’s starting to look like there’s something inherent inside the process, some unmeasured or unknown phenomenon and you start realizing, “Well, I can’t really do much with it except mitigate that. I can’t get back to the source of it.” So that’s always difficult.

The other thing is when you have final control elements such as control valves that are not performing well but they’re from the perspective of moving when the controller is not telling them to move. And if you don’t have a modern positioner with…like a smart positioner where that read back that’s telling you what’s actually going on versus what’s, you know, being told for it to move to a certain spot or to be still and actually moves on and on, that actually really opens up the window of diagnostics and the ability of the diagnostic.
So, to help, it’s kind of like having a glass vessel that now you can look inside and see what’s going on when you have that read back, it’s extremely, extremely helpful. But you can also with the high-fidelity tools that we have on data collection, sometimes you can work your way backwards from the data to say, well, I can’t prove it but it sure looks like this valve is doing this particular thing and explains all the signs. And you have to be careful with that. You can come up with a wrong conclusion if you don’t really have good respect for that data and treat it right and don’t make an extrapolation from it. And you can do that both for process problems and final control elements.
And then the third one is probably if you have somebody at the plant that doesn’t want to change, you know, there’s really something that needs to be changed and, you know, they keep saying, “Oh, that’s the way we’ve always done it.” You know, as well, if you keep doing it that way, you’re going to get the same results you’ve already had. So we try to use simulation in our tools to show, “Hey, here’s what you have now and this matches what you see, and this is what we’re recommending. And you can see the difference here and this why we’re recommending that.” So, it’s a people job as well as a technical job, I’ve learned over the years.
Jim: Part psychologist, part process control expert. Yeah, I can see how that would be a hard problem, that goes in all walks of life, if someone doesn’t want to change—real hard to do something about that. So you bring in all that experience and knowledge when you go in and, you know, form the team that work on the problem. What are some of the best ways you’ve seen to transfer the knowledge you have and experience to the staff members so they can sustain some of the gains that you’re able to, you know, make with them?
James: Yeah. That’s a good question, Jim. I mean, you have some customers that know they’re not going to have time to do this or they’re not worried about, you know, that big transfer of knowledge, but you have other customers that are certainly interested in that. And what I tell them is, “Hey, sit right beside me when I’m doing this work. Okay. And I’m going to explain everything I’m doing, why I’m doing it, how I’m doing it. It’s going to slow me down so it’s going to cost you more in terms of hours and money but you’re getting something out of it. And it’s something that you want, that’s an objective of this project.”
And we’d like to know that ahead of time when we quote because, you know, it can impact the cost of the project but the value is certainly very high from that as you say, them being able to support their plant. But we’ll explain what we’re doing. We’ll show what we’re doing. We may stop and have, you know, a one or two-hour tutorial on a certain topic, you know, tuning loops for integrating processes or whatever we need to do. And I’ll tell them I’m willing to talk as much and show as much as they are willing to listen on how we’re doing this and so on and so forth.
And we have some customers that really take hold of it and learn a lot from it and continue to use it to improve their plan. I was on an hour and a half phone call this morning as a follow-up to a project as part of that project and teaching them some more, you know, continuing that education on our advanced control product or Model Predictive controller and the PredictPro application just this morning. And, you know, it was a remote session. They had three or four people on. It was an hour and a half. You know, that’s a lot of information that was transferred and multiplied into their organization.
So, we’re certainly willing to do that. You know, we’re not trying to hide our skills or not share them. We’re willing to share what we’re doing. And, you know, it’s kind of ironic. I’ve given so many presentations over the years and some of our managers said, “Oh, don’t give away all your secrets.” You know, it turns out 1% of the people will actually, or less, will take that in and move on with it. And guess what they do, they identify so much work. They still call us to help with the extra work that they can’t get to. So either way, you know, to me, it’s been better just to share the information and knowledge that we have.
Jim: Yeah. My sense is there’s not enough people in the world that have, you know, the types of skills and experience, and there’s probably no way you can one-on-one teach that many people, one that have the time and inclination to do it, you know. So I think, yeah, I agree with you that you’re safe, share all secrets. And if they’re willing to learn and pick it up, that’s all the better.
James: Sure. Sure.
Jim: All the better. So what brings you the greatest satisfaction in doing this, in doing what you do?
James: I guess what really satisfies me is really solving the customer’s challenge or problem as related to control, especially when they say, “James, we’ve had experts in for years trying to fix this problem and nobody’s ever fixed it.” You know, that really gets me interested and motivated. And all our team members are like that. We use such good tools and have such good training and knowledge that I don’t think there’s been a time yet that we haven’t solved one of those problems that the customer said, “You know, nobody’s ever solved this. I hope you can.”
Of course, the safety factor is if nobody has ever solved it, if you don’t solve it, they probably pat you on the back and say, “That’s okay, nobody else could do it either.” But we so far have always been able to solve those problems. So it’s fun. There’s a lot of satisfaction there.
Jim: You know, I always enjoy seeing you and your fellow consultants show those charts, the before and seeing all the swings and variation and the after, where it’s like a smooth line. That must be, see that. And it’s like, “Yeah, I did that.” And while it looks like just a trend there, you know, it can mean millions of dollars or whatever depending on what the process is, so, I mean, that’s high impact. So what are some lessons learned that you have for those, you know, the motivated part that want to learn how to do these things that you do?
James: Well, the keyword there is learn. You have to keep learning and learning and learning, and you can do that by reading and talking to other people that have the skillsets. Most of us are quite willing to answer an email or a phone call. May have to get another time to do it, you know, schedule the time but we’re willing. And I’m talking about, you know, I’m actually electrical engineering by schooling but I tell people with all respect to the real chemical engineers, I feel like I have a degree in chemical engineering from the school of hard knocks because, you know, I’ve read these big chemical engineering books.
Well, first of all, I had some chemical engineering in addition to electrical engineering but just a little bit. But I continued to read, you know, chemical engineering books or related topics, you know, on the treadmill in the morning, or, you know, at night in a hotel trying to catch up on a particular topic and talking to skilled engineers. My point is it’s a multi-discipline effort. You need to know about control and electrical engineers have a good background of that, but you can learn it. You need to know about chemical engineering, but you can learn that, the parts you need.
You can learn about instrumentation, learn about control valve performance. So it’s all about continuing to learn. You know, at the conferences, the ISA, the AIChE meetings, you know, pick sessions where some really good experts are explaining these certain topics and pay attention and listen and make notes and get back in touch with them and just learn, learn, learn. And anybody could do it with any background that’s willing to learn in this area.
Jim: Yeah. I’m also an electrical engineer by degree. And my first job was on offshore oil and gas production. And I didn’t know anything about control valves and equal percentage. I had to keep on learning just to do some of the basic functions that I needed to do there. Let’s wind it down with just one last question. And, you know, I tried to think of some good questions to ask you, but what didn’t I asked you that I should have asked you in our conversation here?
James: The question I think of is would I recommend this process control career to anyone else? And absolutely I would. If you have an interest in it, number one, there’s always something that you haven’t seen. I guarantee you I’ll be in a plant next week, and I’m going to see something on a process or a valve or an instrument or control loop that I haven’t seen before. A challenge, I’ve got to figure it out, or it’s just interesting to put in the back of my mind, “Wow. I’ve never seen that before. Let me, you know, remember that I might see it again. Here’s how we solved it.” So it’s interesting.
I mean, I’ve been at this kind of similar work for 40 years. The first 10 was in instrumentation, which is a good basis for this process control because a lot of times you’re troubleshooting the instrument problems, or at least identifying instrument problems and getting the instrument experts to troubleshoot why it’s doing that and how can they solve it? You don’t have to know how to solve everything. You just have to understand how to identify that problem. And knowing how instruments and valves work, it helps you diagnose those problems. Then you can get an expert in that field to fix it.
So it’s interesting. It’s challenging. It’s changing. I mean, I’m excited going into a plant next week as I was 20 years ago when I joined Emerson, okay? You know, and it’s always exciting. You know, it’s very rewarding. It’s a career that’s in high demand. There’s probably a diminishing number of people in this field. So it’s in high demand. I think it’s very, very, very good job security in this career also. So, I can highly recommend it if you have an inclination. Some people have sat beside me that had maybe a configuration, very good superstar configuration.
You know, DCS configuration guys, they sat by me, you know, all day long and they said, “Oh, I don’t have the kind of patience to do that, James. I’m going to stay with what I’m doing. I appreciate what you’re doing but I’m going to stay with what I’m doing.” So I guess it’s not for everybody, but it certainly has some good characteristics if you have an interest in it.
Jim: Yeah. I think you hit on some of the key points. It’s not an easy thing, so it’s not overrun with people to do it. So if you get in and learn the skills, you’re going to be in high demand as long as you want to do it, it’s never boring because each situation you encounter, you know, it’s a unique situation. These plants aren’t cookie cutters, all the same things. So, I would guess you’d never get bored with it. And it just seems like, you know, the reward of people struggling and it’s not working the way it should, they’re not delivering what they need to deliver out of the process and being able to solve it. Yeah, that sounds pretty powerful.
So if you caught ahold of this podcast and you’re wondering, “What should I do with my future?” You know, good thing to check out in there, especially if you get James out to your plant and you secure the time for him to sit down next to you one-on-one to teach you a little bit. It’s like private lessons for process control.
James: Right. Yeah. I would enjoy that too.
Jim: All right, James. Well, thank you so much for coming back and joining us today. And I know that customers next week will be real excited to see you as you help them solve whatever challenges before them. So thanks for joining us.
James: You bet. Thanks, Jim. Good to talk to you.
-End of transcript-

