
When the process licensor designed your methanol plant, everything fit together to exactly produce the nameplate amount of methanol yearly. In the design there were necessary tradeoffs made because of costs, physical size, availability of materials, etc. In designing the distillation section, for example, the licensor did a calculation of how many theoretical trays were needed to produce the required product (how many theoretical trays to separate methanol and water, for example).
There are two adjustments that can be made to the distillation column to determine the actual number of trays from the theoretical number of trays. First is the tray efficiency. The higher the tray efficiency, the closer the actuals trays are to the theoretical trays. The second is the reflux ratio.
The reflux ratio is the ratio of the reflux flow (what we are putting back into the column to improve separation) and the total flow (reflux flow plus distillate [product] flow). The higher the reflux ratio, the less trays are needed to get the required separation. A high reflux ratio gives better separation but requires more energy.
The compromises and adjustments that the designer makes in the distillation section affect how your methanol plant performs. Specifically, I am talking about the range of the distillation train. There are upper and lower limits as to how much mass and, particularly, how much energy you can put into a column. All of the preceding discussion leads into how these design compromises affect your plant operation.
A distillation column is giant reservoir of energy (generated by the reboiler) and mass. The common “adjustment knob” for energy is the reflux ratio. As we add more reflux to the columns, the energy required goes up in order to vaporize the added liquids. All the energy and mass in the column help to reduce the effects of small, short term upsets, such as feed swings. It’s difficult to upset the distillation section.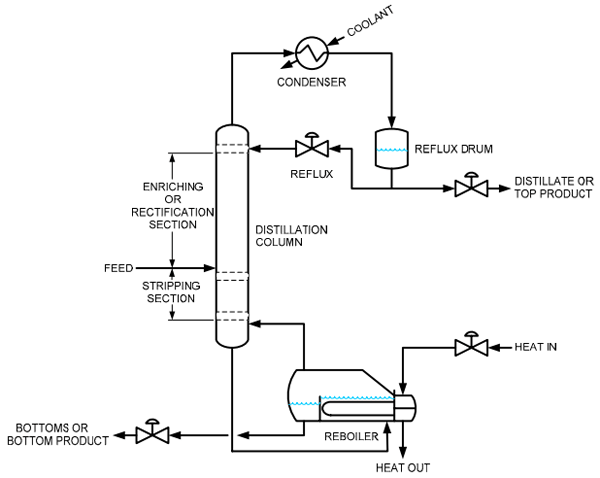
Longer term upsets (e.g. additional ketones in the feed) and large short-term upsets are a different story. When the column does get upset, it is difficult to bring it back to normal operation. Off-spec product might be produced for several hours if the column gets out-of-whack.
Adjusting a distillation train after it is upset takes a long time and is complicated by the interactions between the individual columns in the train and the controllers that are trying to keep the columns running properly. Rather than worry about a distillation column/train getting out of control during an upset, many operators turn the reflux ratio up thus adding mass and energy to the columns.
The higher the ratio, the more able the column is to handle upsets without going off spec and without requiring a lot of adjustments. The problem with this operational method is that we get very near to the column’s upper operational limit I discussed in the beginning of this post. Also, we over-purify the product thus giving away money and wasting energy.
The higher the reflux ratio, the higher the vapor flow from the boil-up at the bottom of the column. When that vapor flow reaches the point where it is so high that liquids cannot flow down the column (they are lifted by the high vapor flow), the column can no longer function properly – product quality goes down and the pressure drop across the column goes up. This condition is called flooding and operating with a high reflux ratio brings you closer to the flooding point. If you decide to increase the production rate, there is no more “room” to add additional vapor flow. The distillation train becomes the plant bottleneck.
So, why do plants operate at high reflux ratios? Why operate at reflux ratios higher than the designer intended? The main reason is so the columns do not go off spec during any short-term or long-term upsets. This practice, called over purifying, is common. As we said, once a column is upset, it takes quite a bit of time and effort to get it back to normal operation. “Over purifying” protects the columns from upsets better but reduces their capacity.
A better way to operate the columns is to run exactly at the methanol quality setpoints (don’t over purify) but this requires a lot of operator attention to insure that the columns produce quality product all the time. The problem with this idea is that the operator has to spend a lot of time on the distillation section and must be expert in how the columns function.
The change that needs to be made is to automate what that expert operator would do to keep the columns from being upset. That automation is done using the SmartProcess Distillation application, a multivariable controller application engineered and designed by Emerson distillation and advanced process control experts. Under this automated control, your distillation section runs more robustly on spec without the need for protection thought over purification. This raises the capacity of the distillation section, improves energy efficiency and removes it as a bottleneck.
From Jim: You can connect and interact with other distillation and advanced control experts in the Refining and Improve & Modernize groups in the Emerson Exchange 365 community. Many of these experts will also be at the October 24-28 Emerson Exchange conference in Austin for you to discuss your distillation challenges.
