Steam boilers are used in sugar mills to generate electricity and for heat in various stages of production, such as crystallization process. This process converts the sugar syrup into sugar crystals. Optimizing the performance of the boilers improves energy efficiency and reliability for this required heat and electricity.
I caught up with Emerson’s Scott Pettigrew when he was in town last week and he shared the story of boiler combustion improvement project he recently completed for a sugar mill. He originally went to the mill to conduct a field survey and combustion trial on their solid fuel boiler. This boiler burned bagasse (dried, fibrous crushed sugarcane stalks) as well as wood waste fuel.
Together with the mill engineering and operations teams, Scott looked at the current settings for the mechanical equipment and control strategy. They determined the excess air feeding the solid fuel combustion could be reduced to improve energy efficiency and reduce emissions.
Based on these improvements, the mill staff approved a project to capture these results on a full-time basis. The scope of the project included making mechanical changes in the boiler air system as well as control strategy changes. These changes were made in two phases—first with mechanical adjustments and then with the control strategy in the distributed control system (DCS).
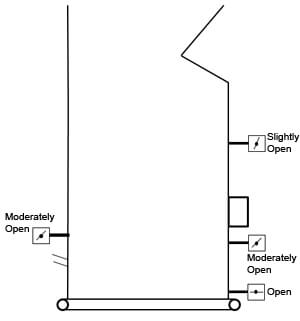
Original secondary air damper settings
The boiler’s secondary combustion air system—the air drawn over the top of the fire—was originally configured for suspension firing. The majority of the air was supplied through the undergrate air system and the lower rear secondary air (SA) nozzles. The issue with this design is that it requires a substantial amount of excess air on the boiler to keep the fuel in suspension during combustion.
The higher excess air level decreases boiler efficiency and promotes carryover. Carryover is the existence of partially burned fuel leaving the furnace and entering the back end equipment on the boiler. Carryover increases CO and combustibles in the stack and the unburned fuel decreases efficiency.
The biggest problem with carryover is the increase in erosion on the flue gas equipment. The economizer, ash handling equipment, induced draft (ID) fan and air heater erosion rates can increase dramatically causing costly repairs and unexpected downtime.
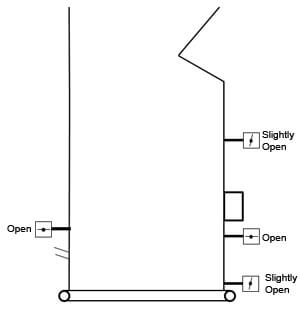
Improved secondary air damper settings
The team changed the design to fire heavier fuel particles on the grate and keep suspension-firing lower in the furnace. This allows for a reduction in total airflow and excess air improving boiler efficiency and decreasing carryover.
This new arrangement for the secondary air dampers was designed to burn more fuel on the grate. As long as the grate remains covered with fuel and protected, the grate temperatures should be within limits.
For the second phase of control strategy modifications, the team looked at the pressure control for the secondary air damper. Originally, it received a pressure setpoint from another controller that monitored the superheater spray water valve position with a setpoint in the quarter-open range. If the spray water valve increased above this range, the SA pressure setpoint would increase and vice versa.
The team changed this so that the damper on the inlet to the fan is now controlling secondary airflow. Airflow is calculated using the differential pressure between the secondary air nozzles and the furnace. Individual flow indications are calculated using the nozzle pressure transmitters then adding all four together to obtain the total secondary air system flow.
Another change was to monitor fuel quality whether bagasse or wood waste or any mix in between was being burned. The fuel quality information, determined by the CV corrector output, is used to modify the amount of total air on the boiler as well as the oxygen setpoint. This is done to help the furnace process the additional expected moisture from the wood waste. It allows the boiler to operate optimized for both fuels without the risk of losing control of the fuel on the grate or having issues with dark or dingy flue gas from the stack.
The control strategy changes also provided mill operators a way to manage air on the boiler through a secondary air bias and oxygen trim bias.
Overall, these changes improved overall boiler efficiency with up to a double-digit reduction in fuel usage and a significant drop in carbon levels in the ash. The boiler also operated more reliably. Contact the Industrial Energy team for ways to improve the performance of your boilers. Also, you can connect and interact with other energy management experts in the Industrial Energy group in the Emerson Exchange 365 community.
