
Author: Ana Gonzalez Hernandez
In my last post, I introduced Emerson’s new resource efficiency approach. With it, Emerson proposes a new way of thinking about resource efficiency. One that encapsulates many aspects of modern industry solutions: we leverage the value residing in available metered data, communicate key knowledge through powerful digital visuals, and do so by tracking more a holistic metric – be it continuously or as part of corporate strategic exercises.
In this blog post, I now briefly describe how we applied this resource efficiency approach to analyse the improvement opportunities available in the steel industry worldwide. More details on the method used and the results obtained can be found in this ScienceDirect article; this is the article that this post is based on.
The global steel industry: ripe for change
Strong, durable and formable, steel is the dominant engineering and construction material in our modern economy. Ranking among the five most energy-intensive industrial processes, the production of steel alone consumes about 6% of the global final energy use and generates about 7% of global energy-related CO2 emissions. This equates to over half of the total energy consumed in the European Union in 2016. Future projections do not bode any better: forecast increases in wealth and population are predicted to at least double the demand for steel (and that of other metals) by 2050.
As a result, the steel sector is expected to contribute with its fair share of energy and emission reductions in upcoming years. This, while remaining competitive in a market beset with chronic volatility and overcapacity – McKinsey reckons that “in today’s economic environment, most players can hardly finance any innovation capex, or develop their asset base”. In some countries, these global market conditions have resulted in the need for state interventions to prevent the closure of inefficient plants.
How resource-efficient is the steel industry worldwide?
The slow deployment of disruptive decarbonisation technologies, such as smelt-reduction and carbon capture and storage, has made improvements in the industry’s resource efficiency imperative. For this reason, Emerson and the resource efficiency collective in Cambridge partnered up with worldsteel (the global steel association) to study the sector’s scope for resource efficiency improvements. Worldsteel represents over 85% of steel production globally. This includes 160 steel producers, as well as national steel industry associations. The association also compiles the most comprehensive data on the industry’s operational performance.
In this study, we used resource data compiled by worldsteel through a series of company surveys over a four-year period between 2010 and 2014. We analyse energy and material flow data from 38 steel sites; these represent 9% of the global crude steel production in 2010 and cover the regions of: Europe, China, India, North and South America, the Middle East and the Commonwealth of Independent States. This data covers two primary routes – the blast furnace-basic oxygen steelmaking route (BF-BOS) and the direct reduction-electric arc furnace (DRI-EAF) – and one secondary route: the scrap-based electric arc furnace (EAF)1. Figure 1 shows the processes involved in each of the three routes.
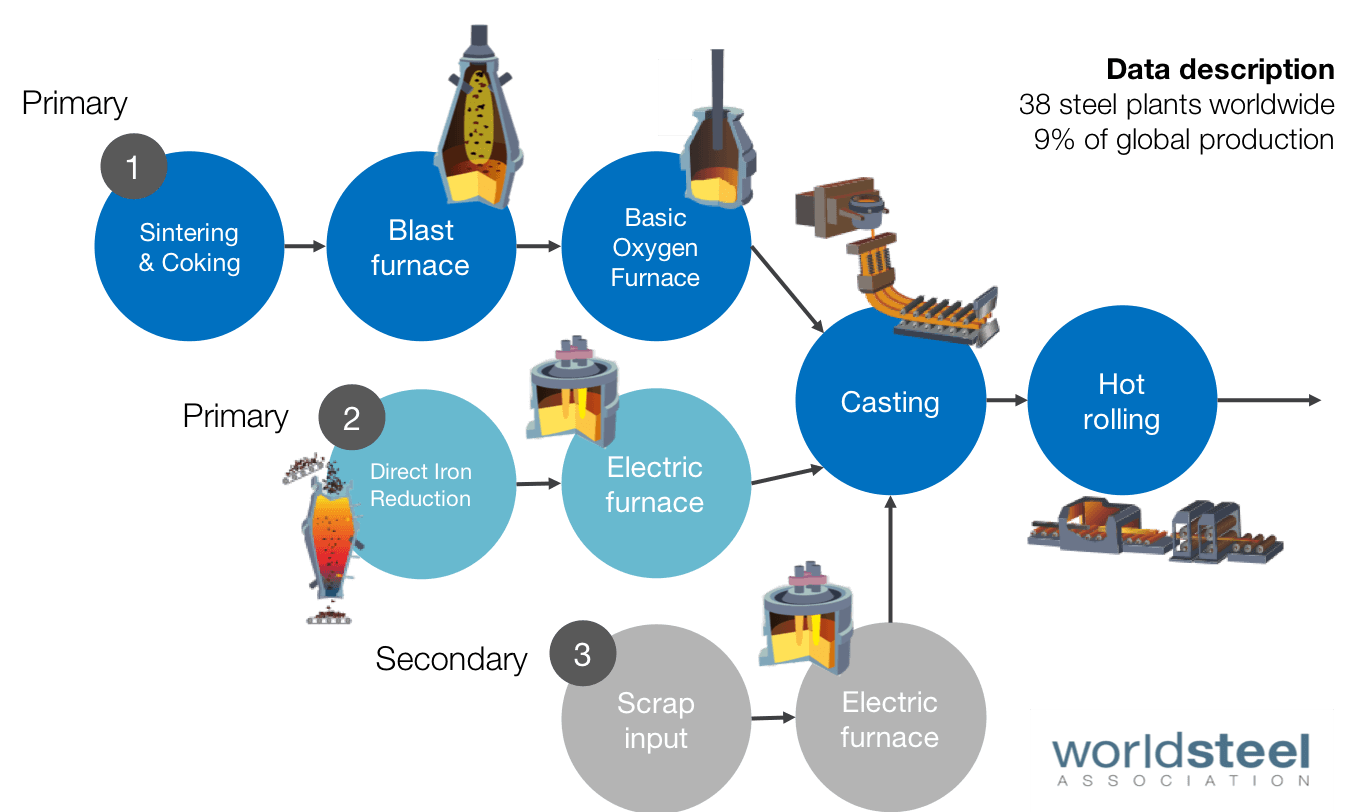
Figure 1- Three steel production routes covered by our resource efficiency analysis. The icons in this figure belong to worldsteel and have been used here with their permission.
We track material and energy flows using Sankey diagrams; here the thickness of each line represents the scale of resource flow, in units of exergy (see Figure 2). Every node represents a process plant and colour is used to distinguish between different resource types. The resulting map reveals the complex interactions between energy and materials in the energy-intensive industry of steelmaking. Presenting our results in this form allows the scale of resource streams to be contextualised, providing a powerful way to highlight and prioritise improvement opportunities. The total resource input to the steel industry in 2010 is 24.7 GJ/tcs (gigajoules of exergy per tonne of crude steel). The BF-BOS route has an average resource input of 29.8 GJ/tcs, whereas the DRI-EAF and the scrap-only EAF routes have values of 17.2 and 10.3 GJ/tcs respectively.
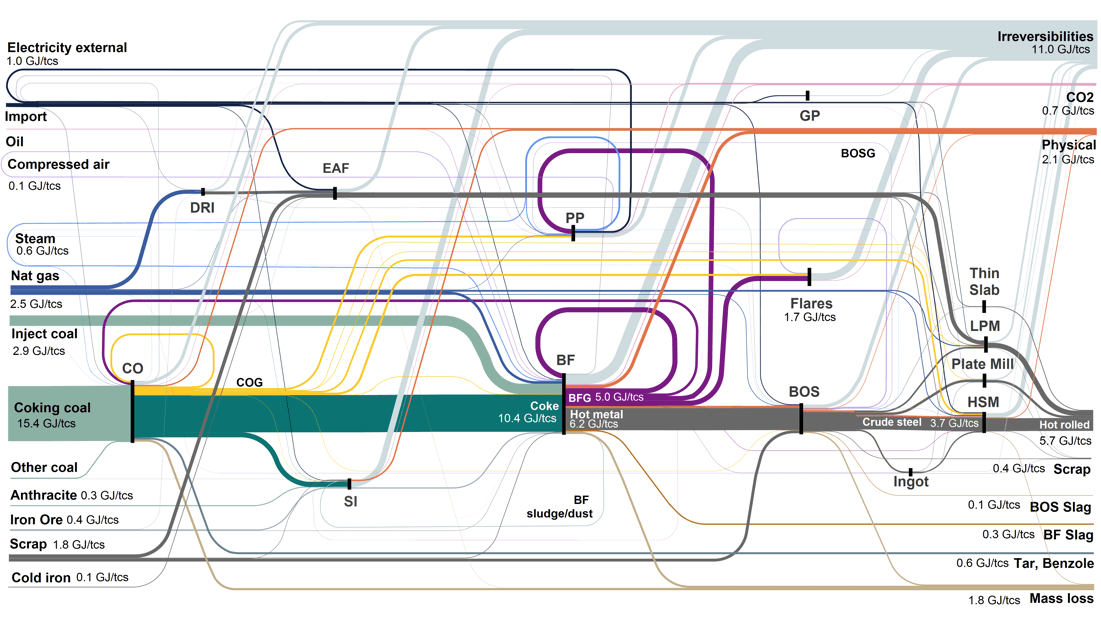
Figure 2- Resource flows in the steel sector in 2010; measured in units of energy. Coke oven (CO), sinter (SI), blast furnace (BF), basic oxygen steelmaking (BOS), direct-reduction ironmaking (DRI), electric arc furnace (EAF), hot strip mill (HSM), tonnes of crude steel (tcs). These values assume final energy numbers for electricity, i.e. not including the energy used to produce this. This image was obtained from here.
Results obtained from our method reveal that the sector is 32.9% resource-efficient and that secondary steelmaking is twice as efficient (65.7%) as ore-based production (29.1%) – see Figure 3. In the short- to medium-term, the sector has two promising paths of action to improve its resource efficiency.
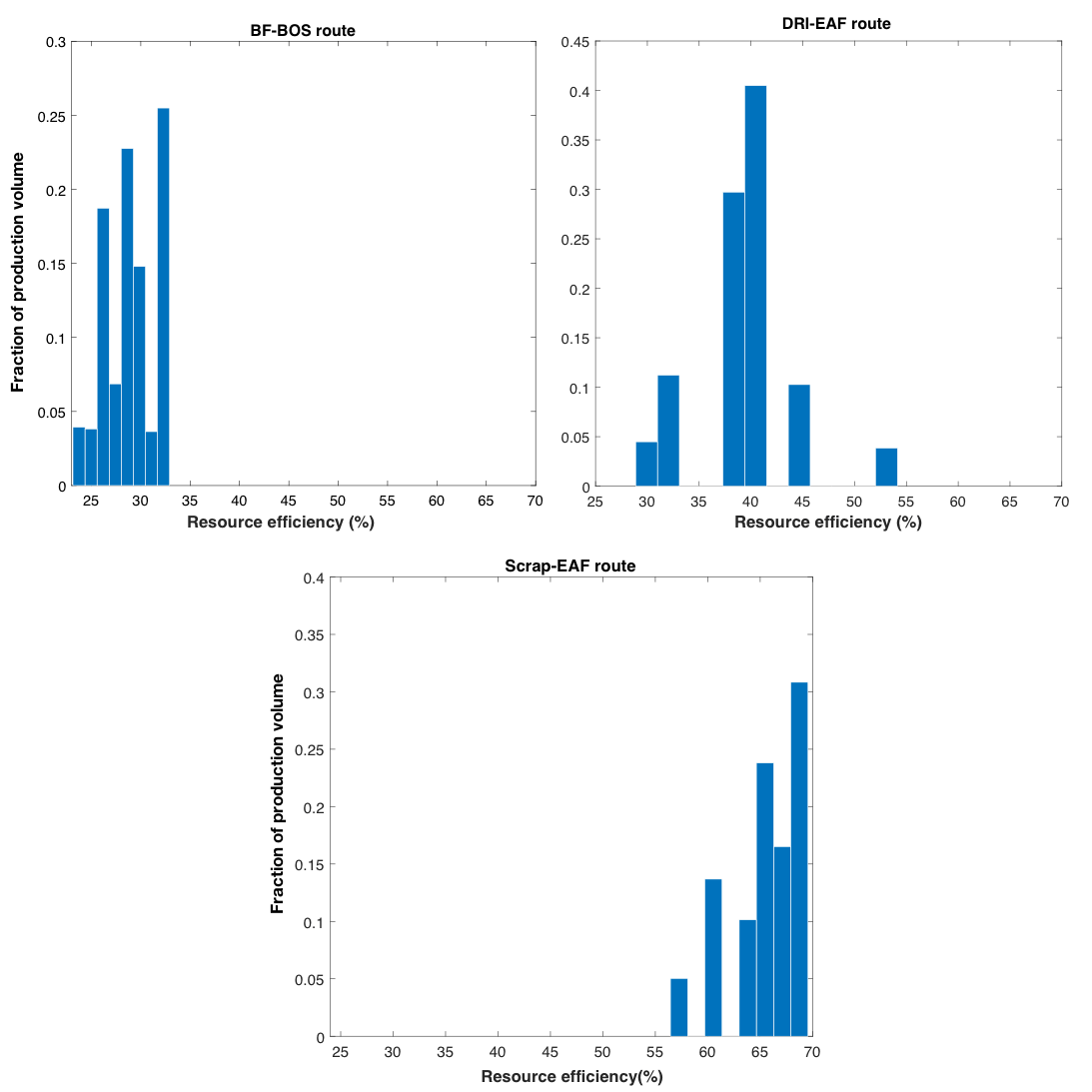
Figure 3- Resource efficiency distributions for the three production routes. Image obtained from here.
First, the steel sector has the option to improve its average operational performance. There continues to be scope for shifting average primary production plants to best practice – these improvements are possible primarily because of the technological heterogeneity that exists across sites. Together, the BF-BOS and the DRI-EAF routes can save up to a quarter of the sector’s yearly resource inputs (measured in units of exergy), with almost two thirds of these savings arising solely from the BF-BOS route. Under aggressive assumptions, namely fully preventing off-gas flaring, recovering material yield losses, and utilising the available material by-products (sludge and slag), the sector’s resource efficiency can increase from 33% to above 40%; recovering all wasted heat pushes this up to 45%.
Second, the sector can increase its use of end-of-life scrap. This will require restructuring. Notwithstanding limitations on scrap availability, capacity to improve scrap use exists in all three production routes: blast furnace-basic oxygen steelmaking (BF-BOS) route, direct reduction-electric arc furnace route (DRI-EAF), and scrap-based electric arc furnaces (scrap EAF). The largest savings are available from increasing the share of steel produced through scrap-only electric furnaces. The alternative is for BF-BOS production – the most energy-intensive route –to shift to DRI-EAF. Despite not being as resource-efficient as scrap-based plants (∼41% versus ∼66%), the DRI-EAF route is, on average, more efficient than ore-based routes (∼29%).
It is uncertain what the steel sector of the future will look like. Steel producers need to decide how far they are willing to reduce their virgin ore production: whether only a little (by improving the BF-BOS plants), a moderate amount (by shifting to DRI-EAF) or all the way (by shifting to scrap EAF). What is clear is that the current fragmented steel sector is ripe for operational improvements and restructuring, especially if companies want to remain profitable in the face of stricter environmental regulations.
Why is this approach better than conventional ones?
Our proposed approach constitutes an important step towards understanding the interactions of resource flows and plant efficiencies in industry. It is therefore a meaningful tool for industry and policymakers to track and benchmark the resource efficiency of the steel sector. Unlike conventional efficiency studies, which are often limited to analyses on energy flows, our metric can:
- widen the portfolio of efficiency improvements analysed. By quantifying the energy as well material flows used, our metric promotes the adoption of energy and material efficiency– both of which save energy and emissions. This is particularly promising as a way of incentivising the recovery of material by-products, which is currently often neglected in all other performance metrics.
- appraise the quality of resource flows. Our approach goes beyond quantifying the energy and mass of resources and also considers their temperature, pressure and composition. This helps us determine which resource streams we should focus on. In doing so, we believe we can better align environmental stewardship with profitability objectives.
- reveal the resource losses generated in real processes. This is possible because our thermodynamic-based metric captures both the First and Second Laws of Thermodynamics. Understanding the scale and structure of irreversibilities can guide efforts to improve technology designs.
- compare performance across different types of processes as a result of its dimensionless nature, i.e. it ranges between 0 and 100. This is not the case with energy intensity metrics, which measure the ratio of joules to kilograms for individual systems.
From Jim: You can connect and interact with Ana and other resource efficiency experts at the October 1-5 Emerson Exchange conference in San Antonio, Texas.
1 Currently, about 69% of global crude steel is produced via the BF-BOS route, whereas approximately 29% is produced through electric furnaces (a mix of directly reduced iron and scrap-based routes).
