Processes within the dairy industry have evolved into more specialized and refined procedures, but underlying principles involved in the manufacturing of dairy products, such as yogurt, milk, ice cream or cheese, have remained the same over the years.
Dairy manufacturers need to ensure plant availability and reduce product loss by increasing the efficiency of processes and enhancing production capabilities. Innovative technologies that are accurate, easy to use and hygienically certified help to deliver competitive advantages in the dairy industry by enabling:
- Automation of processes
- Avoiding unplanned shutdowns
- Lowering production costs
- Meeting production targets
- Ensuring food safety
Adapting to these new realities while also keeping food safety at the forefront is increasingly a challenge. More than ever, using proven and reliable hygienic automation solutions creates a competitive advantage for your dairy operation.
Our portfolio of hygienic level instrumentation can help to maximize your production capabilities, reduce product loss and ensure food safety at your dairy plant. Learn how our level instrumentation can help you:
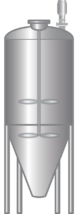
Intake tanks in dairy applications
 The Rosemount 1408H Level Transmitter provides reliable and accurate non-contacting level measurement that is unaffected by turbulent surfaces or agitators. It is also a maintenance-free radar, and it is resistant to condensation and build-up. Receiving tanks or intake deposits are key measurement points for identifying and correcting potential waste or product quality concerns. Level measurement technology will help you to optimize planning, monitor fast-moving levels within tanks and avoid overfills.
The Rosemount 1408H Level Transmitter provides reliable and accurate non-contacting level measurement that is unaffected by turbulent surfaces or agitators. It is also a maintenance-free radar, and it is resistant to condensation and build-up. Receiving tanks or intake deposits are key measurement points for identifying and correcting potential waste or product quality concerns. Level measurement technology will help you to optimize planning, monitor fast-moving levels within tanks and avoid overfills.
The Rosemount 2110 Level Switch and the Rosemount 2120 Level Switch are both good options to ensure precise pump control for filling and emptying of tanks and reliable overfill prevention.
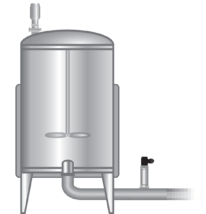
 Storage tanks in the dairy industry
Storage tanks in the dairy industry
Maintaining precise control of the level in storage tanks and buffer tanks is vital. Storing the correct quantities of dairy products will help you be more efficient in the next phases of production. Thus, reliable level measurement instrumentation is required to ensure that processes run smoothly and without interruptions.
The Rosemount 1408H Level Transmitter uses 80GHz Frequency Modulated Continuous Wave Technology and performs top-down measurements with focused beam angle and no dead zones, thus providing accurate and reliable measurements right to the top of the tank.
The Rosemount 2110 Level Switch and the Rosemount 2120 Level Switch are both good options for high-level alarm, low-level alarm, and as an independent layer of protection for overfill.
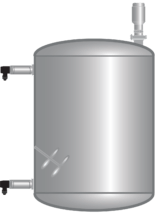
Mixing tanks in dairy facilities
Mixing tanks are present in different parts of the dairy processes and are, as the name implies, used to mix different products or add ingredients. Thus, they can be used in the mixing of soft cheese or in the preparation of yogurts, creams or ice creams, for instance. Level needs to be monitored in these types of tanks to help maximize production capabilities, increase product quality and reduce the amount of product loss.
The Rosemount 1408H Level Transmitter uses Fast Sweep Technology to provide a continuous echo against the material surface, allowing it to collect up to 40 times more information compared to legacy devices. This makes it the fastest level measurement technology available, delivering an accurate and reliable measurement that enables dairy manufacturers to reduce product loss and increase production capacity.
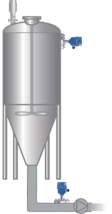
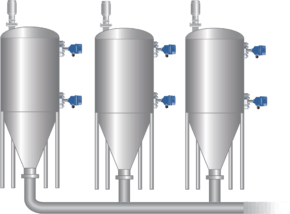
Stirring and batching in dairy processes
In the production of dairy cultures and yoghurt, ingredients undergo different processes such as fermentation, incubation, heat treatment, cooling, stirring and storage. Reliable and accurate level measurement instrumentation helps you reduce product waste and improve food safety in these processes.
The Rosemount 1408H Level Transmitter provides non-contacting reliable level measurement, which is unaffected by internal obstructions, process changes, build-up or agitators. Besides, its hygienic design and flush antenna help to ensure food safety.
The Rosemount 2110 Level Switch protects the pump by monitoring the dry-run conditions.
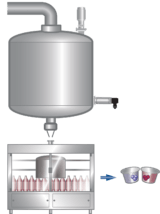 Filling machine in dairy plants
Filling machine in dairy plants
The filling machine receives product from a supply tank. The repeatability of the filling process is critical and level measurement instrumentation is needed to ensure the smoothness of this process, even on small tanks where level changes rapidly.
The Rosemount 1408H Level Transmitter combines Fast Sweep Technology and 80GHz Frequency Modulated Continuous Wave Technology in a compact form factor and provides excellent surface tracking. This allows you to achieve maximized accuracy and reliability, even in challenging rapid-fill vessels.
The Rosemount 2110 Level Switch adds an independent layer of protection to prevent dry-running situations in your filling process.
CIP solutions in dairy applications
 Cleaning-In-Place solutions are performed to ensure the cleanliness and sterility of the tanks in which food processes have been running. CIP tanks make use of spray balls and cleaning agents, such as water, detergent, and chemical, to perform the cleaning. During these processes, hygienic level measurement is required to avoid overfills and dry runs, monitor filling and discharge of cleaning agents and water and avoid any risk of contamination.
Cleaning-In-Place solutions are performed to ensure the cleanliness and sterility of the tanks in which food processes have been running. CIP tanks make use of spray balls and cleaning agents, such as water, detergent, and chemical, to perform the cleaning. During these processes, hygienic level measurement is required to avoid overfills and dry runs, monitor filling and discharge of cleaning agents and water and avoid any risk of contamination.
The sensor from the Rosemount 1408H Level Transmitter features a unique CIP algorithm that detects cleaning procedures automatically and can withstand the rigors of those. With top-down measurement, a focused beam angle and no dead zones, it can measure reliably and accurately the level inside the chemical tanks.
The Rosemount 2120 Level Switch is suitable for use in CIP level tanks. An adjustable switch delay prevents false switching from spray balls.
Besides, the Rosemount hygienic level instrumentation holds hygienic approvals that are required in the food & beverage industry, such as 3A, FDA, EHEDG.
Learn more about the Rosemount 1408H Non-Contacting Radar Level Transmitter on Emerson.com.
View the Rosemount 2110 Hygienic Level Switch and the Rosemount 2120 Hygienic Level Switch.
To read more about Hygienic Measurement Instrumentation for the Dairy Industry, see our playbook.
