 Update: Thank you to CHS’ Eric Wheatcroft and the Emerson Exchange Board for the OK to share this presentation with everyone. You’ll find much more to the story, such as all the controlled, manipulated, constraint and disturbance variables that were included in the model predictive controller.
Update: Thank you to CHS’ Eric Wheatcroft and the Emerson Exchange Board for the OK to share this presentation with everyone. You’ll find much more to the story, such as all the controlled, manipulated, constraint and disturbance variables that were included in the model predictive controller.


At the Emerson Exchange conference in Denver last month, John Ward and James Beall teamed up to provide more detail and results from this advanced process control (APC) project success.
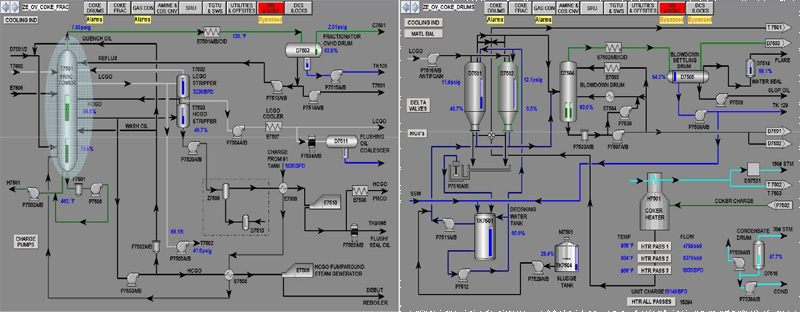
This process had numerous unmeasured and unquantified disturbances caused by coke drum switchovers to enable the fired heater and fractionation tower to run continuously. Additional disturbances were caused by the backwarm step of the decoking phase of operations.
One other cause of these disturbances was Heavy Coker Gas Oil (HGCO) Pall filter switches, which the operators changed hourly. Two valves—the feed pump spillback pressure control valve and the tower reflux flow control valve also induced variability on the process.
This process experienced severe disturbances in the feed rate, feed composition, heat input by 20-30%, which caused distillation tray weeping and vapor-liquid mass transfer equilibrium disturbances. These conditions led to lower yields and off-spec products and required major compensations to be made by the refinery operators.
To address these challenges, James, John and the Industry Solutions Consulting team worked with the refinery staff to clearly define the objectives and success criteria for the project. Objectives included automatic compensation for these large disturbances, maximizing Light Coker Gas Oil (LGCO) and minimizing product quality variations for LGCO and Naphtha.
Advanced process control provided the ability to automate and optimize the best operator responses, control the loops in their desired modes of operation and minimize operator interventions.
The project was justified with an ROI assessment developed after an extensive review of the process, equipment, and issues uncovered. An estimate was developed based on the yield and financial results that could be achieved with APC. This estimate and project plan included repairs required for problem valves and instruments discovered in the review.
Satisfying the objectives meant more than tuning the loops in the process. An analysis was performed on the key control loops and overall control strategy. The goal was to maximize the performance and robustness of the process.
The team identified 30 key loops and found that 27 of the 30 loops required significant (>30%) tuning adjustments. Two critical valves and three key instruments also needed to be addressed. Once the tuning changes were made, the reduction in variability was significant:
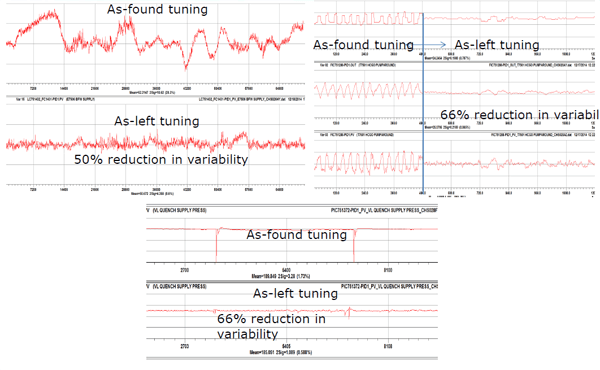
Similarly, fixes to the valves and instruments significantly reduced variability. Even before APC was applied this focus on the foundational elements of control provided almost a quarter to a half of the overall value of the project.
The team applied the SmartProcess Fractionator application, which is built on top of the DeltaV distributed control system and PredictPro model predictive control (MPC) application. It adds application-specific calculations, key performance indicators, regulatory control configuration, simulated process and example APC solution, configuration guide and optional implementation services. Together these can reduce the typical project implementation time including functional design, detailed design, configuration & staging, step testing and model identification, and commissioning from 12 months to 3 months.
With no measurements available for backwarm and drum switch, calculated variables were created as disturbance variables into the MPC based on reduction in heat input to the fractionator and change in composition to the fractionator.
The results of this implementation included the elimination of operator intervention during coke drum backwarm and drum switch operations. LCGO production rate increased almost 5%, which resulted in a 6-month project payback.
Also, HGCO production was shifted to LGCO to provide the right barrels to the right place and reduced Naphtha and LCGO quality excursions by more than 30%.
This team effort resulted in better yields, greater quality and more robust operations and provided a springboard to look at other improvement opportunities across the refinery.
You can connect and interact with other refining and advanced control experts in the Refining and Improve & Modernize groups in the Emerson Exchange 365 community.
