One of the very active U.S. universities in the field of engineering and automation is Oklahoma State University. Their OSU Automation Society was founded several years ago and its purpose is to spread awareness and promote automation and control systems as a discipline at OSU. This chapter is also affiliated with ISA.
I had the opportunity to share my thoughts on why a career in automation in last year’s edition of their newsletter.
They just released another edition of the newsletter. It features an article on model predictive control by Flávio Briguente, a Technologist Specialist with Monsanto in Brazil. Flávio is a member of Greg McMillan‘s ISA Mentor Program, a program designed to pass the wisdom of process automation to the next generation of experts.
Since Flávio is passing along some of his wisdom gained from his plant experiences and through the mentor program to the engineering students, I asked if I could pass some of his thoughts from the article to you.
He opens highlighting the importance of the control system in a plant’s process safety, quality, environmental controls, cycle times, and production rates—basically the heart of the process operations.
Model predictive control (MPC) is an advanced process control technology above regulatory control. Flávio describes it as:
…the ability to monitor and control a continuous process in real time and for systems with large dead times, interactions, and multiples constraints, the ability to provide the necessary patience, anticipation, and forecast of future, for moving the operation to its optimum. This allows the process conditions to be adjusted faster and responsively, and avoids the dead time associated with monitoring the finished goods.
The actual MPC algorithm:
…is based on constraint, disturbance, controlled and manipulated variables which establish the process control strategy. When required, constraint variables should be configured to prevent impacts in process safety, quality and/or equipment reliability. Disturbance variables are those ones which have some interactions with the controlled variables and are used to anticipate changes in the manipulated variables to achieve optimum process response. Manipulated variables provide the changes in the process in order to achieve as low variability as possible for controlled variables.
Flávio notes the importance of the measurement instrumentation as inputs into MPC and advises that these sensors:
…should have acceptable noise, reproducibility and repeatability to meet the process control purpose. The sensor information is combined and processed using controllers and models of the process.
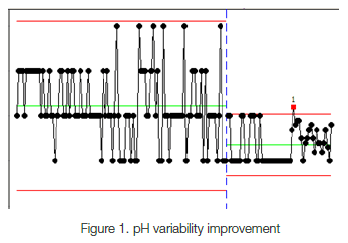
He describes an application where he applied MPC to reduce the variability in pH control to reduce raw material costs.
The application considered a single controlled variable (pH), one manipulated variable (incoming base flow rate), and two disturbance variables (incoming water flow rate and product outlet flow rate). No constraint variables were identified due to the process characteristics.
First, the model had to be created by manipulating the process and collecting historical data on the process dynamics:
Some step changes were applied in the manipulated variable and disturbance variables. The control system software collected the process data needed to calculate gains, first order constants and dead times.
After finishing the runs, the model parameters were downloaded to the MPC controller and some confirmation runs were performed to ensure model effectiveness.
He shares important lessons:
The most important part of the modeling process is to perform the plant tests at steady state operation, eliminate outliers and avoid manual interferences. Planning, implementation strategy, and process knowledge are critical to guarantee the model accuracy in long term. After control system configuration, confirmation runs are required to evaluate the predictive model effectiveness and reliability and make sure that the expected results are going to be accomplished. Tracking of the model performance and people training are essential for continuous improvement.
 Flávio highlights the success in achieving the business objectives to reduce raw material costs and overall variability. The application of technologies such as MPC plays an important role in continuous improvement.
Flávio highlights the success in achieving the business objectives to reduce raw material costs and overall variability. The application of technologies such as MPC plays an important role in continuous improvement.
Technology innovation and business strategies were focused on this project by searching modern ways for process control. Smart tools, new control strategies, process modeling and teamwork were very important to achieve success of this implementation. The engineering approach in this work allowed the process to be anticipated avoiding waste of resources and working with a proactive vision.
Hopefully, by sharing these lessons learned with future automation professionals will lead to continuous improvements in safety, efficiency, and energy usage for process manufacturers well into the future.
