We continue our series on Cloud I/O from Emerson’s Anand Iyer. Today’s post is a primer on intuitive control.
When we have an I/O cloud or bubbles of IO information with very less binding of the IO and a more free choice (within certain boundaries), there is an increasing possibility of intuitive processing. Intuitive processing nevertheless will be based on allowed rules, logic and limits.
The process snapshots provide an earliest method of intuitive thinking.
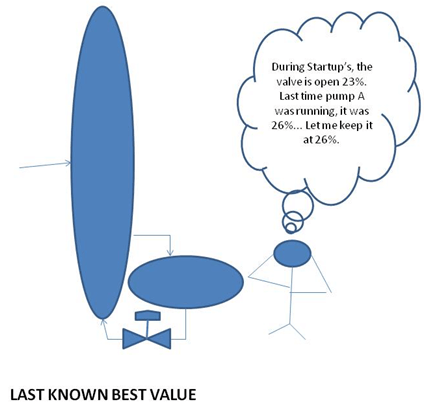
Last Known Best Value. One of the options in rebooting old Windows NT systems used to be “last known good value”. In operating plants, I have observed that operator have some values in their brains for certain key outputs. It is like an unknown algorithm or last observation of the status of the outputs that they had. Many times operators would put the output at certain values, wait for some time, and then put the control module in Auto mode.
To get the last known best value, a Snapshot controller could observe the steady state values of outputs for various snapshots.In the snapshot, SNAP01, given to the reactor after startup, it so happens that the valves having been serviced, the air FIC stabilizes at 69%. The economy controller setpoints and other setpoints do not vary much.
The Snapshot controller can then observe that the BEST value for steady state is not 70+ but 69.
A new Snapshot could be generated automatically or by operator alert.
- Snapshot Alerts Operator: New SNAP_01 Snapshot.
- OPERATOR confirms Snapshot. Confirm New Value (rejection could be retain old value).
- Snapshot Processor stores the new SNAP_01 image.
On developing advanced intuitive control logics, some of the following uses of the last known best values could be made in select cases.
Or in the 4-air line scenario, one air flowmeter becomes faulty. Based on the peer airflow control modules and the differences in their outputs in the recent past, the air line valve could keep opening as per adjacent air valves. There could be other checks as agitator vibration, temperatures of the reactor, total airflow and so on to confirm that the line is not choked. If the Snapshot controller is active, it could give the SNAP_01 command at the end of the start-up program. The valves go to the snapshot value.
Another use of the last known good value is when the output goes blind. Say the process value is not available for the control module residing in a valve for the time being during a startup. Since the safety instrumented system (SIS) is taking care of safety and the solenoid valve is not triggered (there is no shutdown), the valve could ramp up at the required rate (based on historical data) and stop at the triggered snapshot value for the required duration and continue to operate at that level (the last known good value level).
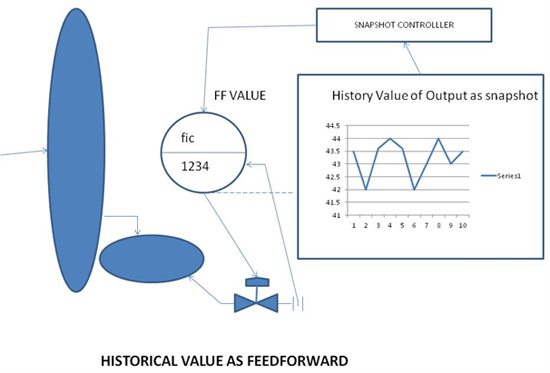
Using history as a feedforward source. Historical values of process parameters are used for analysis of plant performance and many a times to analyze the causes of trips and shutdowns. During very difficult process control durations, many operating personnel could be taking the control modules in Manual mode and tweaking the output for a brief duration. Once the process is stabilized, then the control module could be put in Auto mode.
If the same kind of disturbance is repeatable, then the historical value of the output from the last best control scenario can be fed back to the PID module. Now we could feed the same to the feedforward parameter and either turn the tuning parameters of Gain, Reset and Rate to zero values or tweak the feedforward gain.
On reaching the steady state or normal control state, the feedforward component could be turned off (FF gain to zero or FF disabled) and earlier tuning parameters restored.The Snapshot controller would get the historical values from the history station (or stored in Snapshot controller memory) and then feed it back to the PID control module when the snapshot condition is triggered.
Tuning Parameter changes. There have been different tuning parameter adjustment methods. Systems could calculate the process gain on a continuous basis and adjust the control gain based on the current process gain.
Another intuitive logic could be that if the error goes above certain limits, the gain could be adjusted or a step change of output done momentarily to have a higher (or lower based on control module action and direction of error) valve opening.
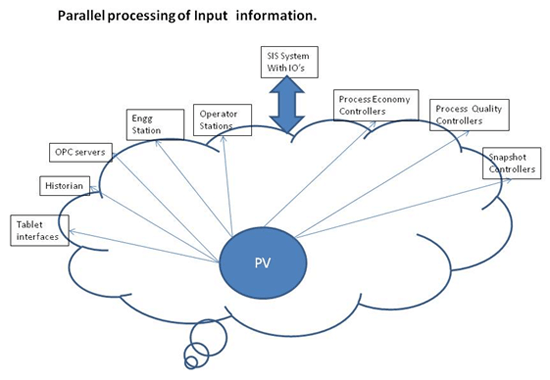
Parallel Processing Control Systems. The Economic Advanced process controllers, Quality Advanced process controllers, the Snapshot controllers are all absorbing the information coming from the IO cloud and doing their processing in their own set ways.
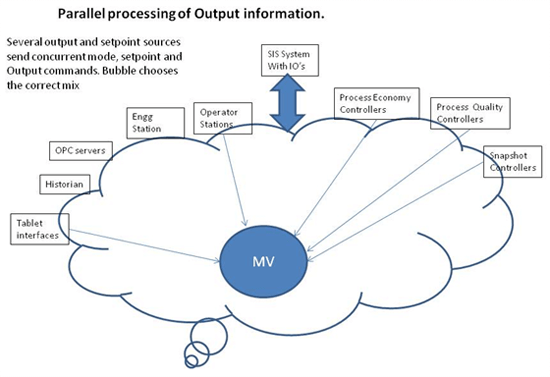
The output coming from these would probably be broadcast to the modules at their allotted time slots in the communication network.The final control elements (or programs that use these information) could absorb this information and do processing that could do simultaneous justice to these various commands.
It is possible that some final control elements are primarily being controller by the snapshot controller, while others by Quality, Economic or BESTFIT algorithms.
In this respect, IO clouds will allow control system to do some kind of parallel processing.
Bound-Unbound IO. The IO of today have a master—the controller. This comes from the era where the Controller had 16-32 IO’s. The task of controlling the parameters that these IO monitored and controller was done by the controller.Fieldbus systems and other bus systems provided a way of using the intelligence of the devices in the field to do some of the tasks that were otherwise being done by the controllers.
With IO bubbles, the binding with the central controller becomes looser. The central controller may give higher priority commands or may acquire some of the IO for use during a phase or program and release after its work is done. But for the rest of the time, any defined set of controllers at an Advanced level could be controlling the field devices and thereby setting the values of the parameters.
The IO therefore becomes more and more unbound, available for a lot of better and more intuitive processing by the controllers.