
This past year commodity prices continued their dip with increased volatility causing market values to slide another 16% putting increased pressure on even the largest companies to improve their free cash flow.[1] Without a recovery in commodity prices in sight, companies must find a sustainable method to improve returns in the current economic climate.
In an effort to improve plant sustainability, the mineral processing industry is investing in advanced automation technologies and innovative processing methods that are both more reliable and more efficient than ever before. One such breakthrough technology is Heap Leaching (HL). This method of extraction has certain advantages over traditional metallurgical methods making previously unsustainable operations economically feasible.
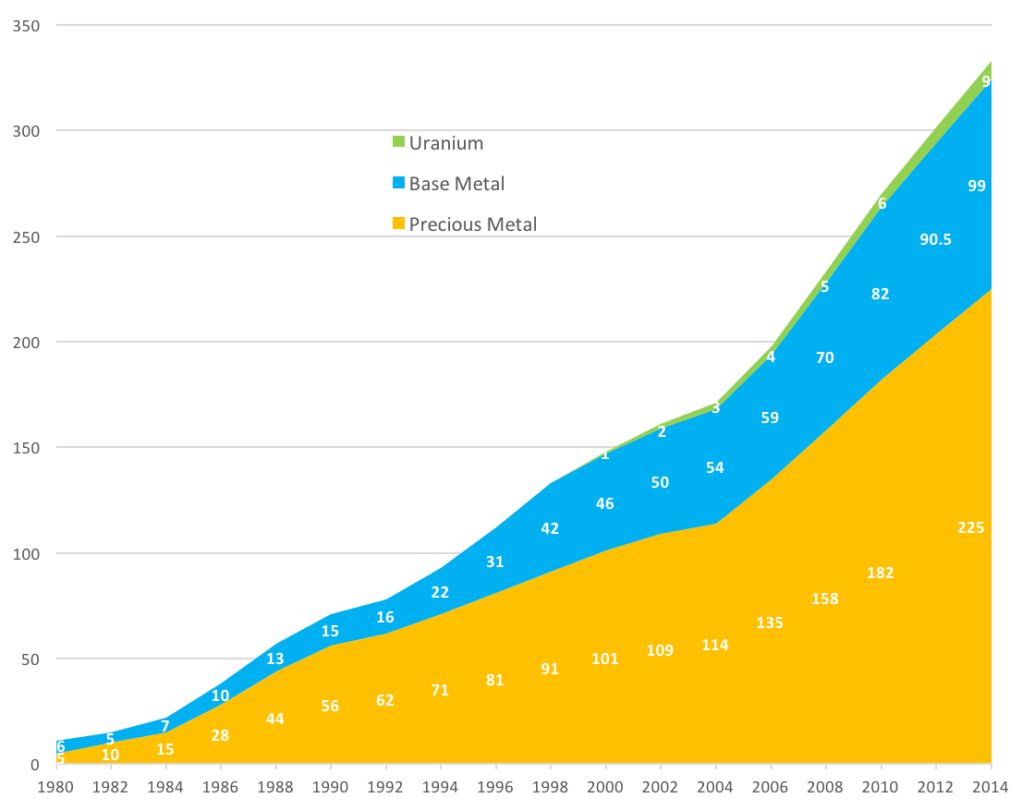
While HL is already seeing use in the gold and copper industries among others, recent developments may allow for the use of HL to process primary sulfide ores which make up about 80% of today’s ores.[2] For this reason, this emerging technology is poised for exciting growth.
Unfortunately, as with any process change, the implementation of HL projects requires significant training on both the control system as well as the underlying process, and further, due to the complex nature of the HL process, this can be a particularly difficult task.
DEMOGRAPHIC TIME BOMB
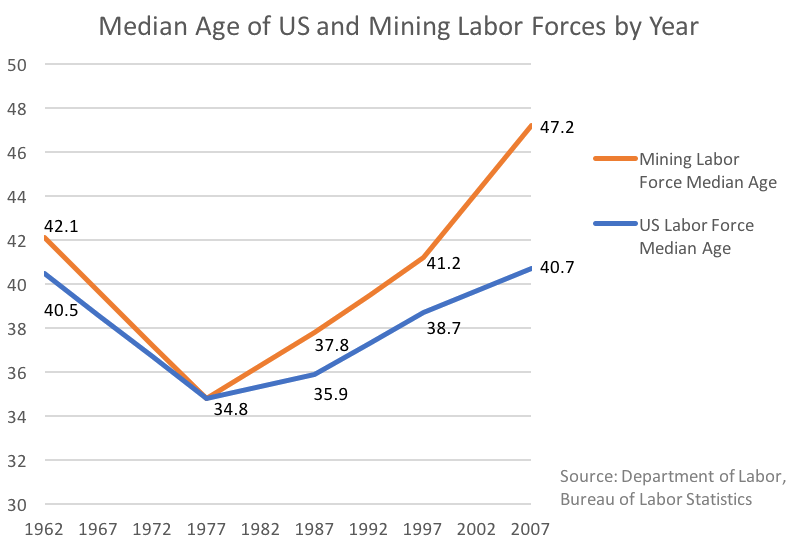
Even before the implementation of these new technologies, the availability of the skilled workforce has already become a significant problem for the mining and mineral processing industries. From a survey of 912 mining professionals, Stratum International found that a mere 0.4% of senior level candidates were between the ages of 25 and 34 and a similar proportion aged over 75 years.[3] This indicates that there is both a deficiency of young skilled workers and a skilled workforce that is retiring earlier than the previous generation. Combined with data published by the US Department of Labor stating that the median age of the mining workforce is approaching 50 years old, research suggests that up to 50% of skilled mining and mineral process professionals are expected to retire in the next 5 years, leaving with their irreplaceable knowledge and experience.[4] While it is projected that the labor pool will be sufficient to fill open positions, the real question is if this young workforce will have necessary skill sets and experiences.
In addition to a rapidly aging workforce and an inexperienced labor pool, a study done by the Oil and Gas Journal showed that it takes about 7 years, on average, for new workers to achieve a level of competency that permits them to assess risks and appropriately make decisions.[5] Not only is this figure is in direct conflict with the typical tenure of 5 years in one position meaning that the thinly spread skilled labor will be required to become senior staff before they are able to achieve competency in their current role, this also means that these millennials are not given the opportunity to become competent in their role before the retirement of the more experienced workforce.
In an effort to address this issue, companies look to buy their way out with short-term fixes such as luring experienced professionals from other companies, however, this simply drives up costs for the industry as a whole.[6] The shortage of an experienced labor pool paired with an aging workforce creates this ‘demographic time bomb’. For this reason, it is critical that the millennial workforce be quickly and effectively trained on both new and old processes.
THE AUTOMATION PARADOX
Fortunately, automation can be used to circumvent these issues at all levels due to the advancement of modern control systems. These automation systems can handle many tasks more quickly, safely and efficiently than a human operator all while minimizing unexpected downtime. This means that implementing modern automation technology allows mineral processing facilities to operate with fewer skilled operators while reducing operational errors and providing a significant return on investment.
However, highly automated systems present their own challenges starting with their deployment. While modern control systems have great reliability and performance, human error is introduced in engineering the operation efforts. The greatest risks to the deployment of automation systems are hidden errors and issues in the automation system application software, inappropriate operator action (or inaction) and inadequate operating procedures that are either incorrect or incomplete. This is further compounded with government bodies such as OSHA that are placing additional pressure on process plants to document efforts in administering a safe and effective operations. Process plants that try to address these issues during startup or commissioning risk delaying startup and time to market while potentially endangering process or operations staff by not addressing these risks in a safe environment. Without a properly documented approach when dealing with these areas of risk, this also exposes the plant to OSHA violations or increased oversight.
Once the automation system is deployed, the operator must also overcome new challenges. He must now indirectly monitor and make decisions about the health and performance of the system by interfacing with a sophisticated system based upon trends and meta-information, that is, information about information used in the operator decision making process. Instead of actively making changes, an operator is asked to analyze the available data and make informed decisions.
To give an idea of just how much is being asked of today’s operators, let’s make a comparison between operators and commercial pilots. The primary job of both is to control a complex process while interacting with a sophisticated interface, and they are both responsible for the safety of others with huge ramifications for improper action. Now when taking into consideration that a commercial pilot is responsible for about 100 controls while an operator can be responsible for upwards of 300 controls between loops and motors, the magnitude of what is being asked of operators can be fully understood. In this way, operators are responsible for effectively flying three planes simultaneously.
TRAINING WITHOUT PURPOSE
In an effort to address the issues inherent to automation and ensure personnel safety, companies spend millions of dollars to provide thousands of hours of training to our nation’s operators. However, unless effective training materials and methods are used, it is unlikely that operators will learn enough to become competent in their role. In these cases, this “training” becomes an unfortunate waste of operators’ time and company resources.
In contrast, the oil and gas industry has demonstrated that it is extremely valuable and worthwhile to both operators and their employer when constructive training is provided. Research indicates that training is significantly more effective when training methods are highly realistic and engaging and further suggests that training can be improved through an emphasis on collaboration, active problem solving, greater integration of practical knowledge and experience with mandatory information received annually, and greater realism in training scenarios.
What results from this is that many companies resort to a mentor program for training. While this is beneficial in transferring knowledge from experienced operators with realistic, on-the-job training, automated processes are more reliable meaning operators may not see more infrequent conditions. This can result in a lack of experience that is necessary to deal with these critical situations. Operator errors due to this lack of experience are a leading cause of operational loss in process industries potentially placing the safety of plant personnel at risk.
OPERATOR TRAINING SIMULATORS

Recall the comparison between operators and commercial pilots: much like how pilots are required to continuously log flight simulator hours, a practical approach to operator training is needed that provides reliable, hands-on experience without the risks and stresses associated with on-the-job training. This can be achieved by investing in a real-time dynamic simulator designated as an operator training simulator (OTS). These training simulators coupled with supplemental training methods and materials improves operators’ cognitive readiness by enhancing their situational awareness.[7] The advantage of this method of training is that operators obtain experience with the control system and underlying process through active analysis and problem solving. This develops operators’ ability to interpret information provided by the control system and understand of process interactions as well as facilitating the development of a situational awareness.
As proof of the value of dynamic simulators to operator training, a survey of dynamic simulation users in December 2012 reported an average increase of operator effectiveness, due to the use of simulators, of 31%. Users in the survey attributed an average total savings of $15.2 million due to the use of simulators.[8]
THE WRONG APPROACH
Unfortunately, many operations managers have not reached the desired results after implementing simulation systems on automation projects or operational excellence initiatives, but this is often due to common misconceptions or ill-advised approaches.
One of the most common misconceptions that many simulation companies propagate is that process design models, steady-state or dynamic, can be used for operator training or system testing with little or no modification. In order to have real-time operator training, the process responses must be dynamic. Further, they must converge on a result in real-time to provide realistic results over a wide range of process conditions. In order to meet these requirements, the user is usually better off building new dynamic models than trying to adapt existing process design models.
Many simulation companies also try to lead their customers into using a simulated control system built in their native simulation environment. This simplifies the job for the simulation vendor by eliminating the need to integrate with the off-line control system, but does not result in a usable or maintainable system for the customer. Successful operator training requires the operator graphics, alarms, controls and control strategies to be identical to the operating plant.
Some users have also tried to build simulation in the off-line control system. This approach adds error and risk to the automation system rather than reducing it and should be avoided. Automation systems are made to control the process, not model the process. Using a dynamic simulation system, built for testing and training, will result in superior OpEx results with greater maintainability.
Lastly, waiting to use the simulation until the end of an automation project will not allow the user to realize the full return on investment available. As proof, a recent study conducted by the ARC Advisory Group reported findings that integrating OTS for operator training offers significant measurable benefits that are realized by incorporating this technology at the early stages of an automation project.[9] This study estimated that over half of the savings could be attributed to quicker startup and time to market.
CASE FOR THE VIRTUAL PLANT
The right approach is an investment in a virtual plant (also known as a life cycle dynamic simulator). A virtual plant consists of a dynamic process and IO model integrated with an emulated control system in a virtualized environment running a private cloud. When all of these components are combined, the virtual plant serves as a flexible, maintainable tool for effective operator training.
The investment in a virtual plant can be easily justified based on operational expenditure benefits: process control improvements can be developed, tested and demonstrated to operations management without affecting the operation of the actual plant; new operators can be trained on process operations, startup and shutdown procedures and hazardous or infrequent process occurrences can be accomplished without affecting the production plant; evaluation of new and experienced plant operations can be done on pre-developed training scenarios from which plant operations competency requirements can be established and reinforced with repeatable, measurable and documented training sessions; process optimization a modification studies can be done on the dynamic simulator providing the process engineers with a tool that accurately models the process dynamics not depicted in steady-state design models; and process and regulatory documentation can be developed and tested on the dynamic simulator without impacting the operation of the process.
CASE STUDY
In partnership with Portage Technologies Inc., the use of such a life cycle dynamic simulator has been implemented and thoroughly tested using Mimic Simulation Software at a gold processing facility as a part of a Resin In Leaching (RIL) and Elution improvement project. This OTS was designed based on end-user feedback and integrated with an exact replica of the production DeltaV DCS to familiarize operators with dynamic behavior of these circuits as they relate to the new controls and graphics through the use of various training tools.
OPERATOR EXPERIENCE
This project consisted of a dynamic simulator integrated with a copy of the exact same operator graphics, alarms and controls that are used in the production control system, so the operator could work on an exact replica of the control panel. This approach provided 100% physical fidelity to the real plant experience.
Through the use of Mimic, the simulation was built with a simulated IO system that was non-intrusive to the emulated control system, allowing the user to eliminate changes to the off-line control system configuration. The IO of the emulated control system was then dynamically simulated, providing a realistic response for both the operator and the control system.
Upon completion of the project, the customer verified that they were able to make operational changes with dynamically correct process responses as required for training. Operators were then able to be trained to respond to these process responses presenting a practical approach to train operators on the new process areas without compromising productivity or safety.
THE UNDERLYING MODEL
The dynamic simulation of the RIL and elution areas was achieved through the use of Mimic’s Advanced Modeling Objects which provide rigorous first-principles, dynamic models of process plant unit operations. These modeling objects are linked together in the form of a block diagram to create a dynamic virtual plant that continuously executes a pressure-flow solver maintaining a material and energy balance. This simulation included the RIL tanks, Elution Columns and elution tanks along with the associated complex leaching and elution reactions for copper, gold, mercury and polythionates. Provided the appropriate process design and operational data, this made the process of building realistic, dynamic models easy and intuitive.
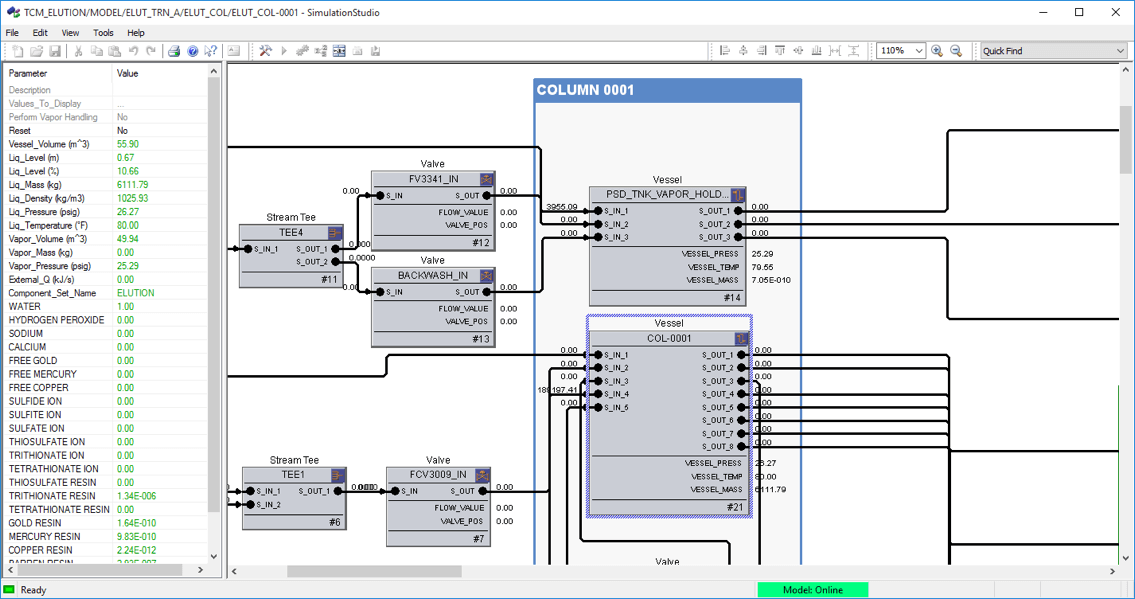
Elution Column in Mimic Simulation Studio
INSTRUCTIONAL TOOLS
The development of instructor controls and instructor graphics allowed for proper instruction without requiring a comprehensive understanding of the Mimic Simulation Software. The graphics were configured such that all critical elements from the simulation could be manipulated directly from an intuitive instructor screen providing easy access to these instructional tools in a centralized location. Training controls included boundary conditions, manual field operations, and ad-hoc failures in addition to snapshot controls and training scenario controls.
The use of snapshot controls allowed the instructor to save significant time during training by restoring key saved process states to both the model and DeltaV system. While most commonly used to initiate training sessions or reset training, if improper operator action is taken, snapshot controls also allow the instructor to speed up or slow down the process dynamics as required for efficient operator training. This meant instructors could train operators on different operating conditions such as different elution tank compositions without waiting for the simulation to achieve the state in real-time.
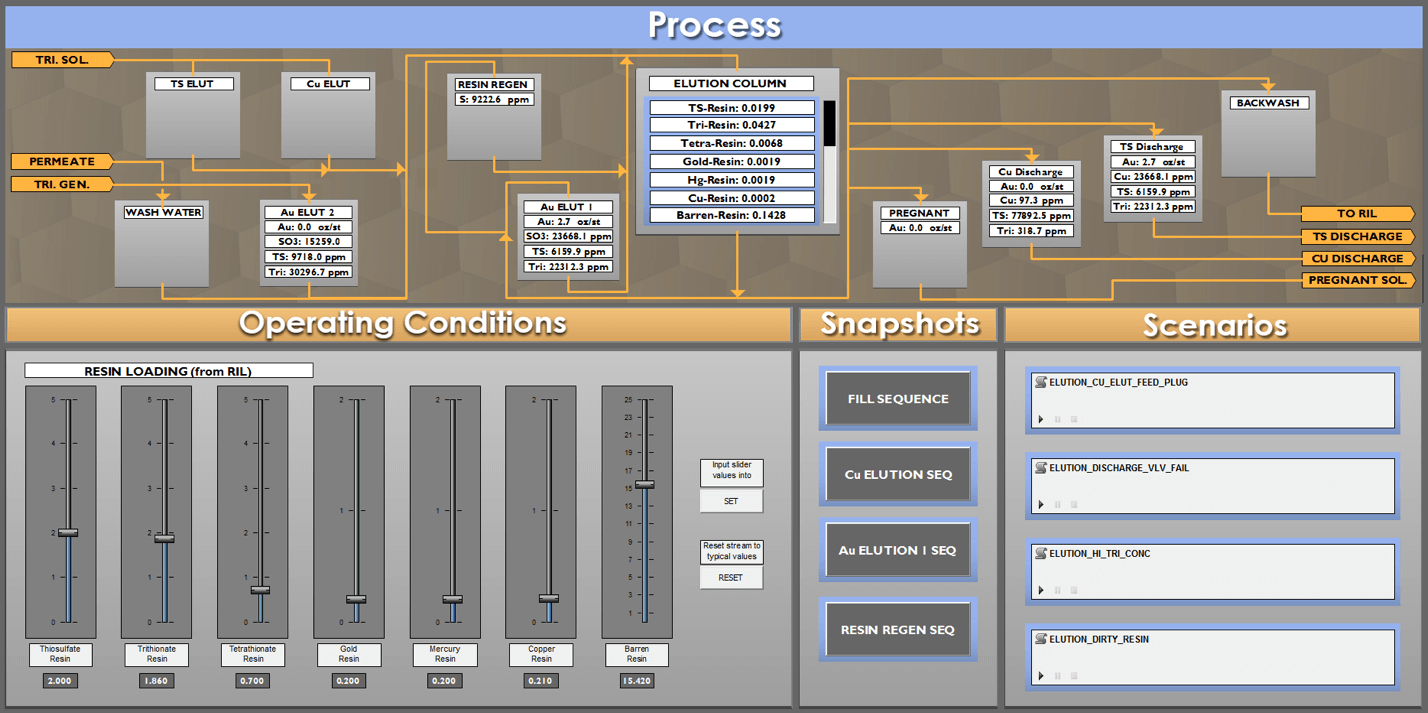
Mimic Instructor Station Graphic built in Mimic Component Studio
Through the use of Operator Training Manager, training scenarios were implemented to combine process events and failures with expected operator actions to establish a structured and scored training experience with automated reporting for documentation. Additional ad-hoc failures of individual pieces of equipment also allowed for unscripted training. For this application, the instructor was supplied a hydrogen peroxide reactor trip and a variety of sequence valve failures that would cause incorrect deportation of eluate. Operators could then be trained in controlling the heat generation caused by the hydrogen peroxide reaction and also adjusting elution sequences based on tank composition and resin loading to maximize recovery.
CONTROL SYSTEM TESTING
The investment in the virtual plant can be further extended to automation system testing and process control improvement providing additional business benefits. Since this project was executed in parallel with the control system development for both the RIL and Elution trains, the client was able to begin realizing significant benefits of a lifecycle dynamic simulator even before delivery of the simulator or commissioning of the control system.
In fact, over 50 were issues identified in the FATed control database that were addressed prior to commissioning. While many issues required quick interlock, alarm or graphic fixes that were not identified during FAT due to simplified simulation logic, several of these issues required significant effort to appropriately correct prior to commissioning. Some such issues included miscalculations in the hydrogen peroxide addition sequence, misconfigured sequences that would never satisfy exit requirements, and incorrect sequence timeouts. The most important issue that was recognized as a result of the simulation effort was a situation where a contradiction between the design documents and the control configuration resulted in a diagnosis that a safety permit that had been procured did not account for the revised tank size increase which could have had serious OSHA implications.
In all cases, addressing these issues, large and small, prior to commissioning ultimately results in a significant time savings on startup. Even when only considering significant control system and process issues that were identified through the integration of the simulator, the savings realized through control system testing prior to commissioning alone was estimated to be over two times the simulation project cost.
CONCLUDING REMARKS
While the RIL and Elution OTS was provided as a case study at a gold processing facility demonstrating the value of a life cycle dynamic simulator for training and control system testing during the implementation of HL projects, this can be extended to other mineral processes such as crushing, grinding, flotation and compaction for non-ferrous metals, ferrous metal ore, potash, and other mineral processes all around the world.
In fact, several other projects are currently underway with customers throughout the mining and mineral processing industry due to the recent addition of a Mining Advanced Modeling Objects Package that is now available as an extension to the Advanced Modeling Objects in Mimic’s latest release.
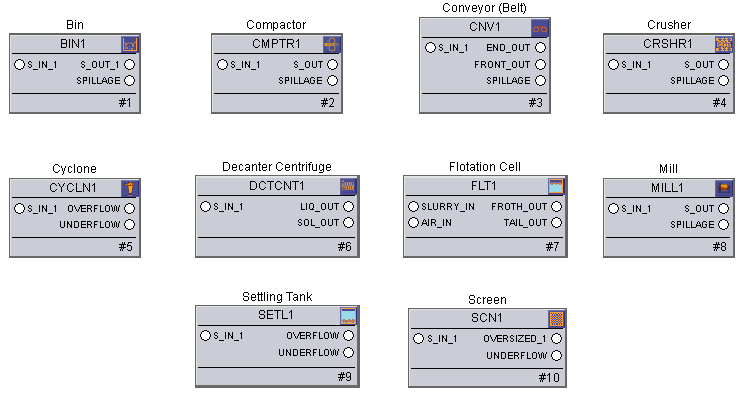
The Mining Advanced Modeling Objects provide high-fidelity dynamic models for common comminution and classification unit operations found in mineral processing plants as well as particle size distribution tracking for each process material. This includes the addition of the Crusher, Screen, Mill, Compactor, Flotation Cell, Conveyor and Cyclone Objects among others to the Mimic Advanced Modeling Object palette. These models utilize a combination of proven first-principle modeling methods as well as statistically grounded matrix operations for calculating comminution and classification unit operations.
Mining Advanced Modeling Objects in Mimic
In order to ensure that this addition to Mimic brought world class value, the Mimic team consulted with Portage Technologies Inc., operational consultants to the mining industry. The partnership with Portage has brought real world mining expertise to Mimic’s proven dynamic simulation expertise, delivering a significant enabling technology that reduces the time and cost of developing a virtual plant in the mining and mineral processing industries.
References
1. PricewaterhouseCoopers. (2015). Mine 2015 The Gloves are Off. Delaware, USA.
2. Basov, Vladimir. (Aug. 20, 2015) Heap Leach: Mining’s Breakthrough Technology. <www.mining.com>
3. McKay, David (Nov. 28, 2014) Mining Sector’s Demographic Time Bomb.
4. Brandon, Clifford (Jan. 2012). Emerging Workforce Trends in the U.S. Mining Industry. Englewood, CO.5. Parry, P., Clark, A., Davidson, V., Guilford, Z., Hamilton, B. A. (2007). Labour and Skills Crisis Could Stall Oil and Gas Boom. London, GB.
6. Peters, R. H., Vaught, C., Mallett, L. A Review of NIOSH and US Bureau of Mines Research to Improve Miners’ Health & Safety Training
7. Manca, D., Nazir, S., & Colombo, S. (2013). Bridging Between Virtual Reality and Accident Simulation for Training of Process-Industry Operators, Advantages in Engineering Software, Vol 55, pp. 1-9.
8. World Oil Online. (2012). Drilling Rig Advances: Economic benefits of training simulators. Vol. 233, No. 12.
9. ARC Advisory Group. (2009). Honeywell I-MAC capabilities provide a path to operational excellence. Dedham, MA.



