
PCN Europe magazine interviewed Emerson’s Teddy Tzegazeab on how proof testing has changed for SIFs with liquid level measurements. The article, Proof-Testing: An Effective Way to Increase Safety describes how digital technologies available in modern instrumentation enables proof testing to be performed remotely instead of the traditional on location approach.
 The article opens describing this traditional approach:
The article opens describing this traditional approach:
Traditionally, proof-testing has been performed with multiple technicians in the field and one in the control room, verifying the safety system reaction. This requires a considerable amount of time and effort, can pose safety risks to workers who need to climb tanks to perform the test, could take the process offline for an extended period, and can be prone to errors.
The frequency of these proof tests is:
…based on the required safety integrity level and the safety system’s undetected dangerous fail rate. Sometimes testing is performed annually, but often intervals are even longer. Testing frequency directly impacts regulatory compliance and safety calculations, such as Safety Integrity Level (SIL).
Full proof testing is performed either with the level measurement sensor in service by adjusting the levels in the vessel, or taking it out of service to conduct the test. Both ways can create risks in the process.
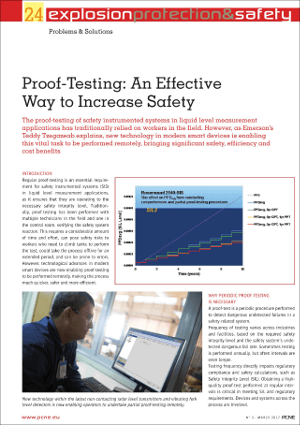
Partial proof testing does not replace a full proof test, but can extend the interval required to perform these tests. The United Kingdom’s Health and Safety Executive (HSE) has a Partial Proof Testing Example that shows the math behind how these intervals can be extended.
Teddy describes technology in Rosemount non-contacting radar level measurement and HART-based vibrating fork level detectors.
For some level monitoring technologies, the regulations permit simulating overfill conditions to activate the detector and generate an alarm signal. This simulation eliminates the need for fluid to be moved in and out of the tank to perform the test, avoids the risk of spills, saves a significant amount of time, and increases worker safety and efficiency.
…
…vibrating fork level detector, for example, can be remotely proof-tested by issuing a HART command. Upon receiving the command, the device then enters test mode. This cycles the output through wet, dry and fault states, then returns into normal operation. The process is continually monitored during this time and any change will be reported immediately on test completion.
Read the article for more on partial proof testing, the API 2350 overfill prevention standard and automated high-level alarm testing in guided wave radar level measurement technology.
You can also connect and interact with other functional safety and level measurement experts in the Safety Instrumented Systems and Level groups in the Emerson Exchange 365 community.
