This interesting question was posed in the LinkedIn Process Control group. You’ll need to join this 31,000+ member group to see it, but the exact question was:
Process Control Tuning – is not just science but an art. The real talent to be process control engineer lies in the fact how deep he understands the process, before even thinking of a solution- Right
So far 69 comments have come in. These response have ranged from “Yes. No one should try to fine-tune a process without a firm understanding of that process…” to “All science, no art…” to “…a combination of Science and Art”.
There have been many thoughtful responses, but I wanted to highlight several from Emerson’s Lou Heavner to give you a flavor for the conversation. Here’s his first comment:
It is interesting to consider why tuning objectives may vary. In some cases, it really is important to minimize integrated error or integrated absolute error or some academic objective like that. At other times, it is more important to minimize overshoot or oscillation. I would argue that this is the more frequent goal. Also, tuning can determine whether the loop performs better at set point tracking or disturbance rejection. In a servo application, set point tracking will be critical.
In other cases, disturbance rejection may be more important since the set point may never change, anyway. With lambda tuning as Louis Reeves (great name, BTW) observed, lambda or the closed loop time constant can be defined to dynamically decouple interacting loops. Truly, the tuning of loops is a straightforward process, in spite of the fact that there are different techniques (open loop vs closed loop), but process knowledge is required to deal with the unique objectives of each loop and to recognize and accommodate loops on integrating processes or with peculiar behaviors such as dominant deadtime dynamics or inverse response, or simply process interaction and even nonlinearity.

When the notion of loop tuning being an art, Lou responded:
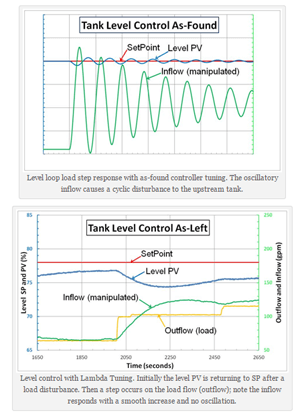
You are correct. I think the “art” may be overplayed, but there is some room for judgment, which I take to be the “art”. For example, most levels do not need to be tightly controlled. They are in effect surge vessels by design and capable of attenuating high frequency variability. Control loops cannot attenuate high frequency variability beyond the corner frequency and should focus on the low frequency variability.Example of Lamba tuning for tank level control from post, Process Optimization Opportunities for Upstream Oil and Gas Producers
Otherwise, they just pass the variability downstream with no attenuation and possibly with amplification. A typical level loop would benefit from the longest allowable lambda value that ensures the level remains within limits in the face of worst case disturbances. Although in some cases (reflux accumulator level when using reflux/distillate ratio control for overhead composition?) it may be important to achieve fairly tight level control.
With interacting loops, it is possible to create a decoupler using feed forward. Feed forward is often used on steam drum level, as well, to minimize the effect of shrink-swell. But dynamic decoupling can often be achieved by slowing one interactive loop relative to the other. This is achieved by giving one a larger lambda than the other in the case of lambda tuning, which is why it is convenient to use. Knowing which loop should react faster or slower may be defined by the dynamics or capability of the loops, but maybe not.
The case of flow and line pressure control with 2 valves in series in a pipeline is a classic example. And in other cases, perhaps mixing multiple streams, it might be beneficial for each loop to react at the same speed with identical lambda values. Process dynamics certainly limit what may be done, but process understanding helps take advantage of the possibilities within those limits for best overall results.
In subsequent comments he offered examples where tight control was not the best approach for the process, accounting for changes in the process such as the case with declining oil & gas production and how to approach near integrating processes to name but a few.
If you’re new to process automation, there is a wealth of experienced people contributing to this thread with whom you might want to connect.
You can also connect with experienced users of Emerson technologies around loop tuning in the Improve & Modernize, DeltaV and Ovation groups in the Emerson Exchange 365 community.
