Earlier this week, the Valve World Americas Expo & Conference convened in Houston, Texas. This gathering provides an opportunity for flow control industry professionals to share experiences, insights and to collaborate to resolve common challenges.



Emerson’s Dr. Amr Gado, D. Emile Tezzo, and Calvin Deng prepared a presentation, Pressure Relief Valves Fugitive Emissions Testing which was given by Amr at this conference.
As defined by Wikipedia, “Fugitive emissions are emissions of gases or vapors from pressurized equipment due to leaks and other unintended or irregular releases of gases, mostly from industrial activities.”
Amr opened the presentation speaking about the importance of effectively reducing and managing fugitive emissions. Globally, more and stricter regulations are being released and enforced. Companies want to comply not only to meet these regulations but to build their Corporate Social Responsibility (CSR) reputations.
Valves are one of the sources of these fugitive emissions and an important place to look for improvements. There are many industry standards and specification to help meet the regulations. Some include:
- ISO 15848-1 & 15848-2
Industrial valves – Measurement, Test and Qualification Procedures for Fugitive Emissions
- Shell MESC 77-300 and 77-312
Procedure and Technical Specification for Type Acceptance Testing of Industrial Valves Fugitive Emissions Production Testing
- API 622 and 624
Type Testing of Process Valve Packing for Fugitive Emissions Type Testing of Rising Stem Valves Equipped with Graphite Packing for Fugitive Emissions
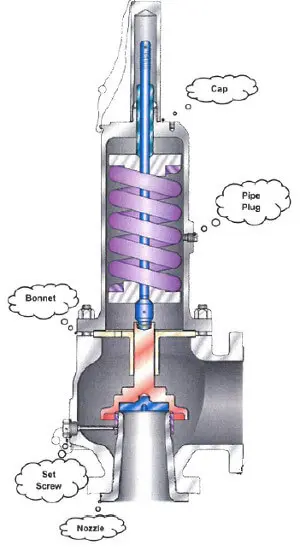
Amr noted that the function, geometry and inherent design of pressure relief valves (PRVs) are different from inline valves in that they are self-contained (no stem) and self-actuated. The challenge is how to apply fugitive emissions concepts to these devices, since no widely-adopted standards exist.
He highlighted an initiative to start with existing standards for manual valves and adapt them to suit the unique nature of PRVs. This involved creating new test procedures. The scope of this effort was to develop these test procedures for direct spring valves (conventional and thermal relief) and pilot-operated valves.
The original test procedure for inline valves involved pressure cycling and temperature cycling between minimum and maximum design limits and actuating the valve at the end of a specified cycle.
 PRV thermal signature testing was performed and helped determine that not the whole valve is subject to the same temperature. The modified test procedure to perform PRV fugitive emission testing involved apply heat and cold only the inlet which was most affected by temperature changes. Temperature cycling was performed between the upper limit design range to cryogenic ranges and back to room temperature. Pressure was applied at the outlet of the spring valves. The valves are not actuated but one mechanical adjustment at room temperature and pressure was allowed as it was with the in-line valves.
PRV thermal signature testing was performed and helped determine that not the whole valve is subject to the same temperature. The modified test procedure to perform PRV fugitive emission testing involved apply heat and cold only the inlet which was most affected by temperature changes. Temperature cycling was performed between the upper limit design range to cryogenic ranges and back to room temperature. Pressure was applied at the outlet of the spring valves. The valves are not actuated but one mechanical adjustment at room temperature and pressure was allowed as it was with the in-line valves.
Measurements were taken to identify any leak paths with a mass spectrometer leak detector. Acceptance criteria were:
- Class A: 1.78 E-9 x gasket OD (mm)
- Class B: 1.78 E-8 x gasket OD (mm)
- Leakage above Class B is unacceptable
Amr noted the design elements that make a PRV fugitive emission compliance. These included proper O-ring/groove design, proper bolt torque, and gasket seals and material porosity and density.
From a design process standpoint, the workmanship to assure threaded connections with proper cleaning and taping. This workmanship required processes for tight control and repeatability.
You can connect and interact with other pressure regulation specialists in the Regulators group in the Emerson Exchange 365 community.
