In an earlier post, Digital Twin Technology for Bioreactor Control and Optimization, I alluded to a second presentation that Emerson’s Greg McMillan did for Texas A&M University’s Mary Kay O’Connor Process Safety Center’s 76th Instrumentation and Automation Symposium.
Greg’s presentation, Process Effects on Control explored how various process types affect objectives, tuning, and performance. Greg opened noting that control loops have many different objectives. These include:
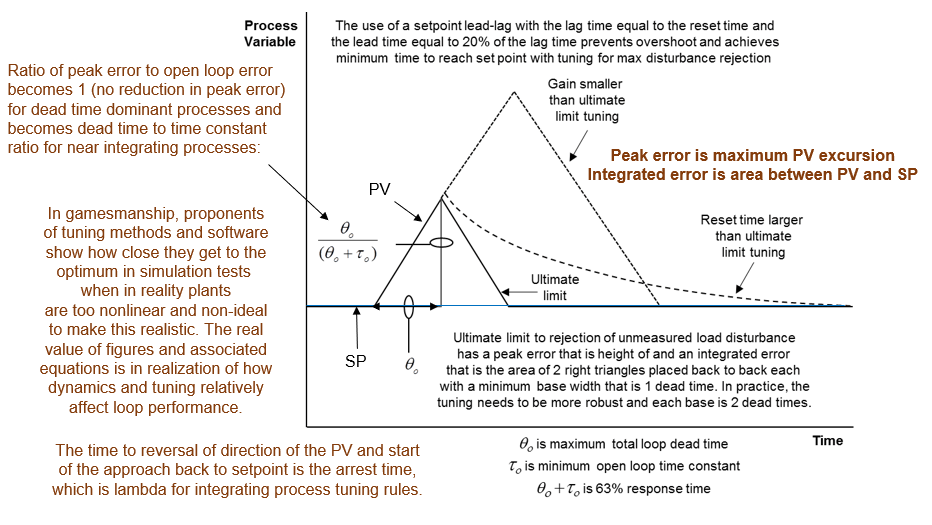
- Minimum process variable (PV) peak error in load response to prevent compressor surge, SIS activation, relief, undesirable reactions, poor cell health
- Minimum PV integrated error in load or setpoint response to minimize total amount of off-spec product to enable closer operation to optimum setpoint
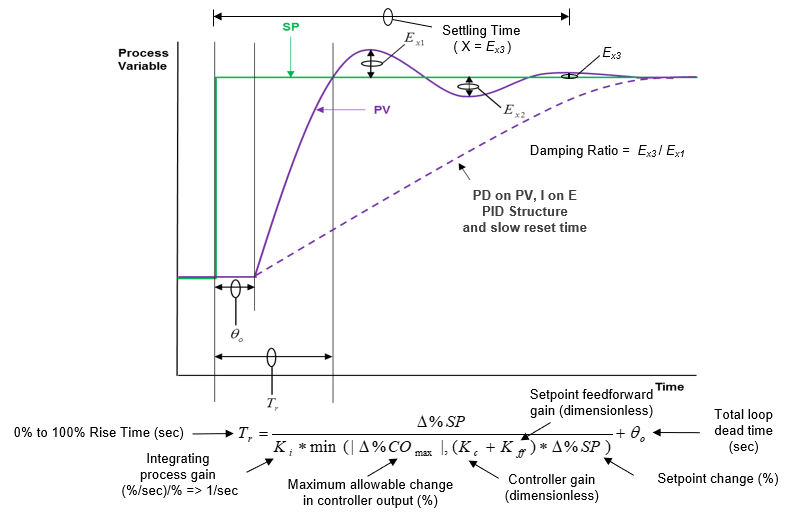
- Minimum PV overshoot of setpoint (SP) in setpoint response to prevent compressor surge, SIS activation, relief, undesirable reactions, poor cell health
- Minimum Out overshoot of final resting value (FRV) in setpoint response to prevent interaction with heat integration and recycle loops in hydrocarbon gas unit operations
- Minimum PV time to reach SP in setpoint response to minimize batch cycle time, startup time, transition time to new products and operating rates
- Minimum split range point crossings to prevent wasted energy-reactants-reagents, poor cell health (high osmotic pressure)
- Maximum absorption of variability in level control to prevent passing of changes in input flows to output flows upsetting downstream unit operations
He described the concepts of load response metrics:
And, the concept of setpoint response metrics:
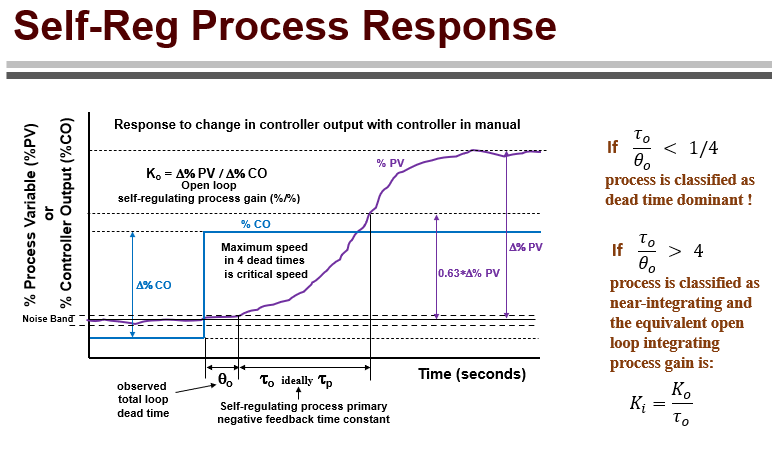
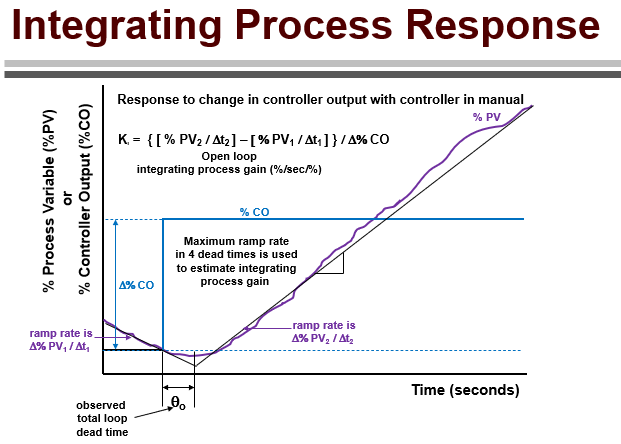
Greg described how different industries tend to have certain types of process dynamics including fast self-regulating, slow near or true regulating, fast near or true regulating processes. For example, hydrocarbon-based, pulp, paper, food, and polymer-based processes typically have fast self-regulating responses, and chemical batch and continuous processes and biological vessels have slow near or true regulating responses.
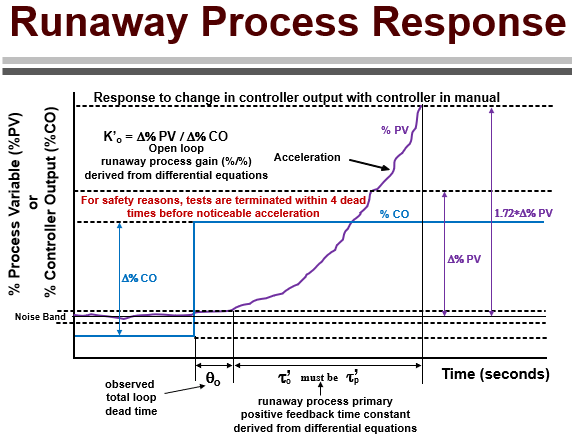
Here are the response curves for self-regulating, integrating and runaway process type:
Each require different approach to control loop tuning. Many years ago, I worked with Greg on a series of webinars that looked at the tuning approaches to handle all the various process responses. Visit my Greg McMillan Educational Webinars YouTube playlist to see how to best address the tuning requirements for the types of process responses you have in your facility.
Also, Greg’s Process/Industrial Instruments and Controls Handbook shares best practices by 50 experts on ways to improve reliability, resolution, repeatability, rangeability, and response time (5Rs) realizing worst disturbances are self-inflicted by system or operator actions from the 5Rs due to poor or missing instrumentation, automation, and Human Machine Interface (HMI ).

