Efficient tailings disposal is an important financial and technical concern in many mining operations. As mines strive to recycle more water in their processes, transporting tailings has become much more difficult.
My article in the July/August 2023 edition of North American Mining, titled “Selecting Knife Gate Valves for Severe Tailings Service,” addresses this issue. It discusses the impact of water recovery operations on tailings transport, and it shows how specially-designed knife gate valves succeed in this punishing application.

Increased water recovery efforts are creating tailings slurries that are far denser and more abrasive.
The challenges of water conservation
In arid mining locations, water is scarce and expensive. When possible, conservation and reuse have obvious financial and environmental benefits—but tailings with less water are thicker, denser, and more abrasive—and as a result they are much more difficult to pump through pipes. Tailings often must be transported over long distances to holding ponds, so valves at the head of a tailings network may see hundreds of pounds of pressure.
Traditional valve failings
Valves that work well with thin slurry often have difficulty withstanding the high pressures and abrasive flows of dewatered slurry. Most conventional knife gate valve seals are quickly torn apart, resulting in failure to fully close and potential leaking to the environment. Every failure requires repair, interrupting plant operations and reducing throughput.
Valves designed for purpose
Next-generation knife gate valves have been developed to handle the severe service conditions of slurry applications. These valves can withstand up to 750 psi at ambient temperatures, enough to handle the pressures at every point in a tailings piping network. A full-size, round port greatly reduces erosion caused by the high velocities and turbulence that reduced or irregular port valves create.
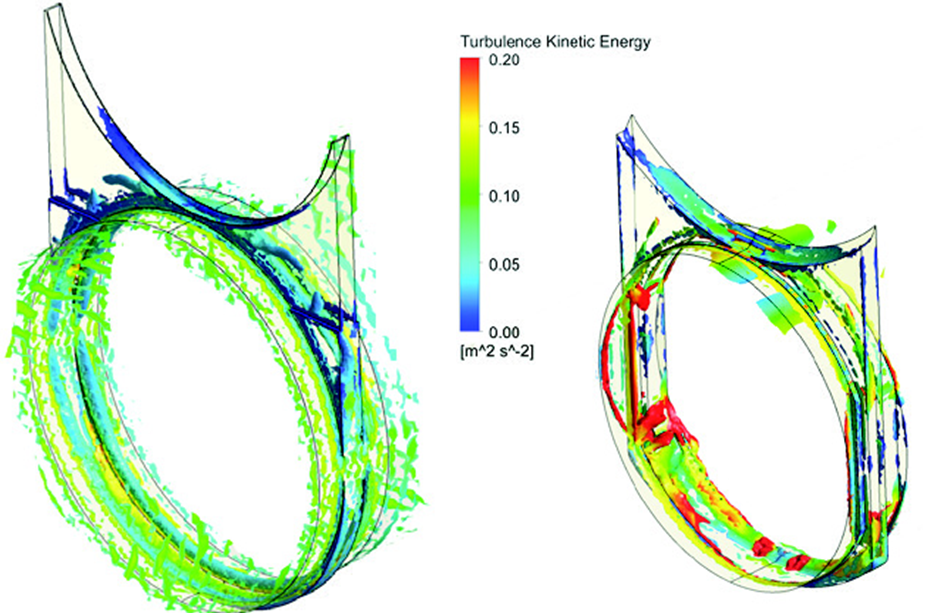
Valves with ports that match the pipe ID (left ) have relatively low and consistent slurry velocities across and around the valve. When the valve port is irregular or reduced (right), it creates turbulent, high-energy regions that can damage the valve, piping, and downstream equipment.
Even with these enhancements, high solids slurries inevitably cause damage over time, so wear rings made of hardened materials are installed on the inlet and outlet faces of the valves, extending service life and simplifying repairability. To maximize time between replacements in the case of uneven wear conditions, wear rings can be rotated, and the entire valve body can be reversed.
The new design forgoes the single O-ring seal typical in knife gate valves, opting for a much larger elastomer seal built into the body.
Unlike an O-ring, which is subject to abrasion from the slurry flow, these seals are protected by the hardened wear rings and are much larger. As the chamfered knife gate blade meets the seal, the slurry particles are pushed aside, allowing the valve to achieve very low leakage rates for a much longer time.
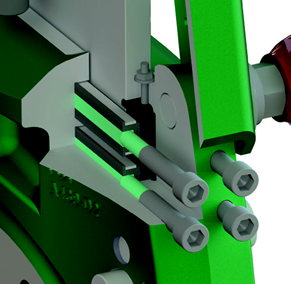
Major improvements in the knife gate blade top seal include multiple scrapers, transverse seals, and field adjustable packing, which all extend operating life.
The design incorporates multiple seals, scrapers, and field-adjustable packing for long service life and greatly reduced leakage to the environment.
Gold mine slurry solution
In one gold ore slurry application with 40% solids content, slurry gate valves were wearing out after only seven to ten days, costing $43,000 every month in lost production, maintenance, equipment, and valve parts. The company replaced these valves with Emerson’s Clarkson KS1 knife gate valves designed for severe service, and eight months later the valves were still in service with no repairs needed.
Valve upgrades worth consideration
Water recovery and reclamation efforts will inevitably lead to increasing failures with standard valves. Next-generation knife gate valves provide much improved shutoff and service life with little to no leakage, making them ideal for this challenging application.
Visit the Clarkson KS1 Severe Service Knife Gate Valve on Emerson.com for more on this technology and how it is engineered to extend valve life and service intervals, to deliver a lower total cost of ownership.
About the Author: Nick Farrand is the senior product manager for Emerson’s Clarkson Knife Gate Valve business. Farrand worked for five years at SGS as a manager of operations and engineering and senior project engineer before joining Emerson.
