It’s human nature to operate within a comfort zone. For plant operators, where the stakes are incredibly high, it means operating away from constraint limits. Unfortunately, to maximize the performance of the process, it means to get as close to the limits as you can safely operate.
Emerson’s Mark Coughran presented at an ISA Automation conference last month in Doha, Qatar. His presentation highlighted ways to make advanced process control (APC) practical.
He opened by describing some of the challenges operators face—complex process responses, number of constraints, unknown disturbance sensitivity, and limitations in measurements or final control elements. Also, in trying to maximize production rates, losses in energy may be overlooked. Advanced process control is a way to help address these issues.
Mark noted that before APC can be effectively applied, the regulatory control loops must work properly. Working with performance consultants, use automated tools to identify problems, monitor them, and make periodic changes to sustain the improvements. It’s important to get the flow loops to respond properly to model predictive control (MPC). Also, process vessels such as surge tanks should have their level loops tuned to absorb process variability as highlighted in an earlier post. Other loops should be tuned to shift variability where appropriate.
Click to enlarge
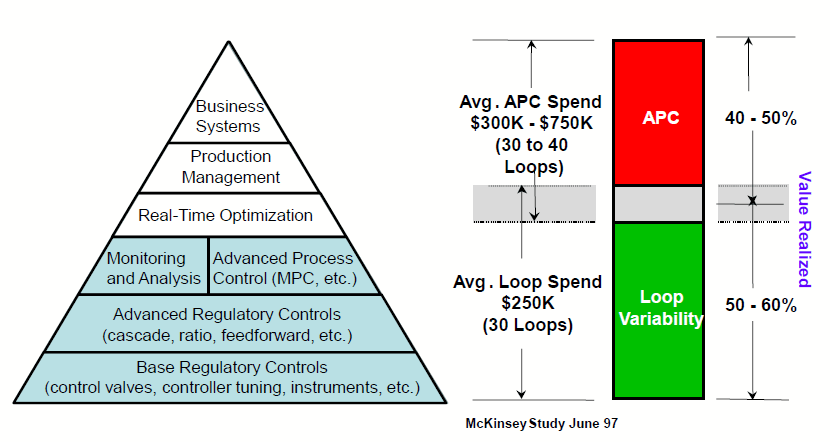
Since 1997, technology has advanced to where advanced control technologies such as MPC and neural networks have been embedded into the regulatory control level to help process manufacturers take advantage of the integrated database, common configuration tools, operator displays, and simulation capabilities.
Some symptoms of less than optimal base regulatory control include high process variability, loops in manual mode, cycling or slow performance in automatic or cascade control, control valve premature wear, and excessive alarms, process upsets, and flaring conditions. In some processes the interactions between loops makes manual optimization extremely difficult. Making a tuning change to one loop can impact several other loops. In these cases, model predictive control can help.
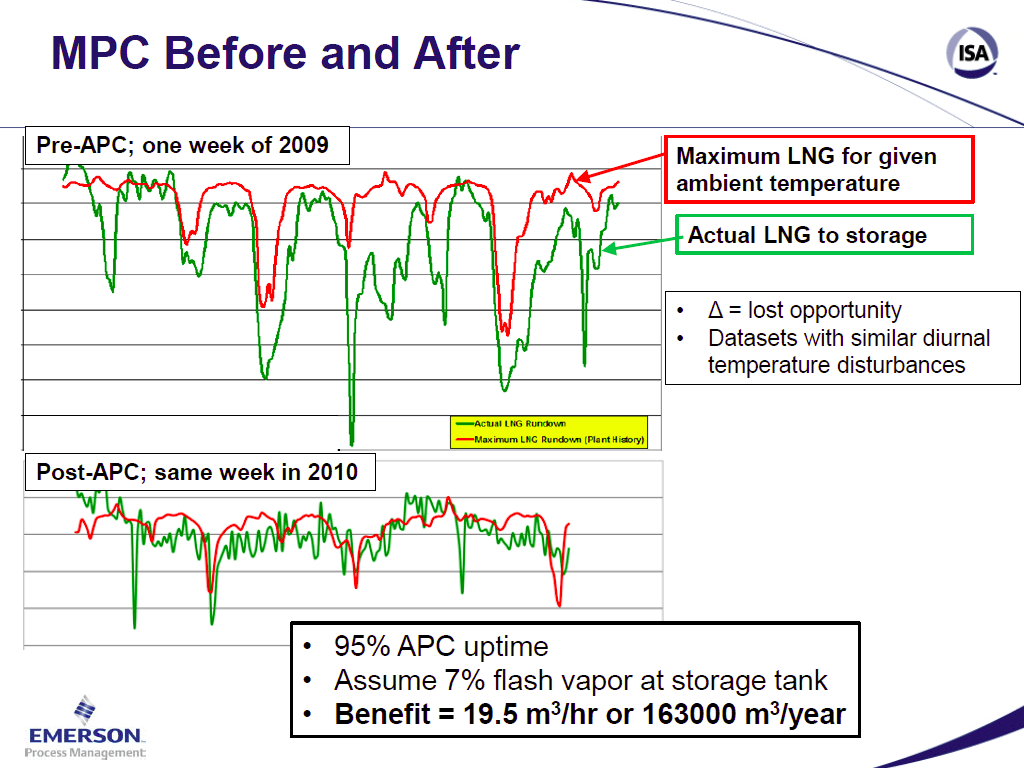
The MPC controller develops modeled relationships between the loops based on historical process information and uses this information from the past to predict the future—where the process is headed. The model shows the constraints where the optimum operating conditions are located. This provides an opportunity to increase efficiency in greater production, reduced energy usage, or other objective.
Click to enlarge
This picture highlights the before and after with the overall performance improvements achieved. The production gains are equivalent to an extra tanker per year! Not a bad return for a small engineering project.
Taking a focused approach to improve the current regulatory control and putting a program in place for ongoing maintenance enables APC to help the plant staff achieve their demanding production objectives.
| iTunes
