While the news of an OPEC oil freeze increases prices, at least in the short term, they remain well below their levels of a few years ago. The focus for oil and gas producers remains on optimizing their current producing wells at the expense of new drilling.

 Emerson’s Michael Machuca shared a whitepaper, Optimizing Shale Operations to Prosper in Difficult Markets, about areas of the shale oil & gas production process to squeeze out costs.
Emerson’s Michael Machuca shared a whitepaper, Optimizing Shale Operations to Prosper in Difficult Markets, about areas of the shale oil & gas production process to squeeze out costs.
The whitepaper opens explaining how the breakeven costs of producing shale oil & gas has continued to decline. One area of optimization is bringing uniformity to the well pads to:
…take advantage of reusable engineering, and to directly comparable performance indicators… A few critical devices and systems placed at strategic points across many sites can deliver data, provide control and improve processing with consistency, leading to improved operations.
Overall, well pads have consistent basic functions:
Oil and gas need to go through their initial treatment steps (separation of oil and water, gas and oil, etc.), into storage, and then transferred to trucks. In the process it is necessary to control vapor emissions; avoid health, safety and environmental (HSE) problems; and measure how much product has been transferred to the customer.
The four areas where oil & gas producers can have a major impact on operational cost reductions include:
- Vapor control
- Vapor recovery
- Inventory measurement, and
- Product transfer
The whitepaper goes into each area in detail and I’ll share one area as an example to encourage you to read the whitepaper.
Vapor control
Think for a moment of a steam locomotive pulling a train. You might envision thick black smoke coming from the stack. Picturesque, but black smoke was a sign of a poor fireman. Locomotive cabs often had signs, “Black smoke is unburned fuel.” An efficient fire made little smoke. In the same way, vapor loss at a well pad suggests poor maintenance causing lost product and revenue. Environmentalists already critical of unconventional oil and gas producers cite high levels of fugitive methane and volatile organic compound (VOC) vapor losses, complaining about their effects on nearby communities and global warming.
Vapor control, or more accurately, a lack of vapor control, allows VOCs to escape from the process, but it can also draw atmospheric air and the moisture it carries into the system. Usually facilities are more concerned with escape, but ingress of air can create explosive mixes with hydrocarbon vapors in tanks, and moisture condensation can lead to corrosion.
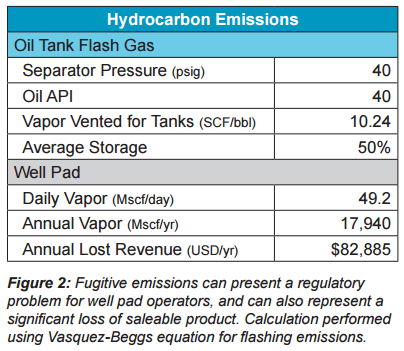 Vapor loss equates to product loss (Figure 2). As the table shows, the losses from tanks on a typical six-well facility can be over $80,000 per year when the separators are operating at 40 psig.
Vapor loss equates to product loss (Figure 2). As the table shows, the losses from tanks on a typical six-well facility can be over $80,000 per year when the separators are operating at 40 psig.
Natural gas entrained in oil, natural gas liquids and intermediates can all be sold if they are not lost to leaks, pressure relief incidents or flared. Vapor control has to balance a variety of operating variables:
- Pumping liquid into a storage tank compresses any gas in the head space.
- Pumping liquid out of a storage tank creates a vacuum in the head space, drawing in air.
- Reduction of pressure allows light end hydrocarbons to flash out of the liquid.
- Blanketing gasses can be lost, creating safety issues and wasting money.
- Leaks allow vapors to bleed away, often resulting in too low of a pressure
Some sections of the process are under vacuum while others are pressurized (Figure 4). Emergency pressure/vacuum relief vents (PVRVs) and hatches respond when vacuum or pressure levels are exceeded. If not maintained, these can leak. Sensing devices are also needed to recognize when PVRVs have opened to comply with reporting procedures.
Operators also need to know when an event is in progress so they can take corrective action if needed. Other valves and regulators control pressure during normal operations. In most situations, the head space in tanks and processing equipment will be filled with blanketing gas for safety reasons. This is controlled by a pressure regulator. Large pressure changes, such as those caused by a major increase or decrease in liquid level, may result in a controlled release of gas or intake of atmospheric air to compensate. One way to minimize and monitor these controlled releases is to tie the tanks together on a common header to one valve. This spreads out the amount of space for gas to be contained across multiple tanks, and it reduces the number of relief valves.
A systemic approach to precise vapor control involves balancing the stages shown in Figure 4. Each pressure/vacuum regulation device needs to be set to the optimum pressure.
- Emergency devices need to be set outside normal operating ranges.
- High and low pressure settings define the tank blanketing control range.
- Controlled releases and intakes should be outside of normal operating ranges, but less than emergency settings.
- Settings should be in the correct sequence— emergency vents should not open ahead of a controlled release device.
There will be situations where gas needs to be flared. Naturally, this should be minimized, but it happens. The line to the flare should be monitored with a flowmeter for process control and regulatory reasons. Differential orifice flowmeters are especially well suited to this application.
Download a copy of the whitepaper for ways to optimize vapor recovery, inventory measurement and product transfer. Other videos, webinars and information are available on the Produced Fluids Management area of the website. You can also connect and interact with other oil & gas experts in the Oil & Gas group of the Emerson Exchange 365 community.
