 Emerson’s Jeff Williams presented, Holistic Approach to Steam Temperature Control, at the 2018 Ovation Users’ Group Conference.
Emerson’s Jeff Williams presented, Holistic Approach to Steam Temperature Control, at the 2018 Ovation Users’ Group Conference.
Jeff opened describing the trend of plants being started and operated more frequently than in the past due to intermittent sources of renewable energy sources on the grid.
A key challenge to this mode of operation is to maintain consistent superheat temperature in this transient environment. The impact of cycling is that more forced outages occur. A leading cause of these forced outages is heat recovery steam generation (HRSG) damage caused by corrosion and fatigue. This corrosion and fatigue is caused typically by improper attemperator control which causes thermally induced cyclic stresses.
Addressing these cyclic stresses requires focus in temperature measurement, loop control strategies and attemperation.
For controlling steam temperature, engineers must consider temperature measurement and the setpoints in the control loop, spray water temperature, initial and final steam superheat, spray water pressure, steam velocity, pipeline size, downstream straight pipe length and liner, and the control strategies used.
An accurate temperature measurement requires noise immunity and sensor stability. Advanced temperature transmitters have diagnostics monitoring for drift, degradation, validity, and issues such as broken or damaged leads.
The goals of successful temperature control include reduced temperature overshooting during load ramps, reduced quenching (over-spray) during startups, reduced control error standard deviation, and reports on actuator/valve control conditions and online operating statistics.
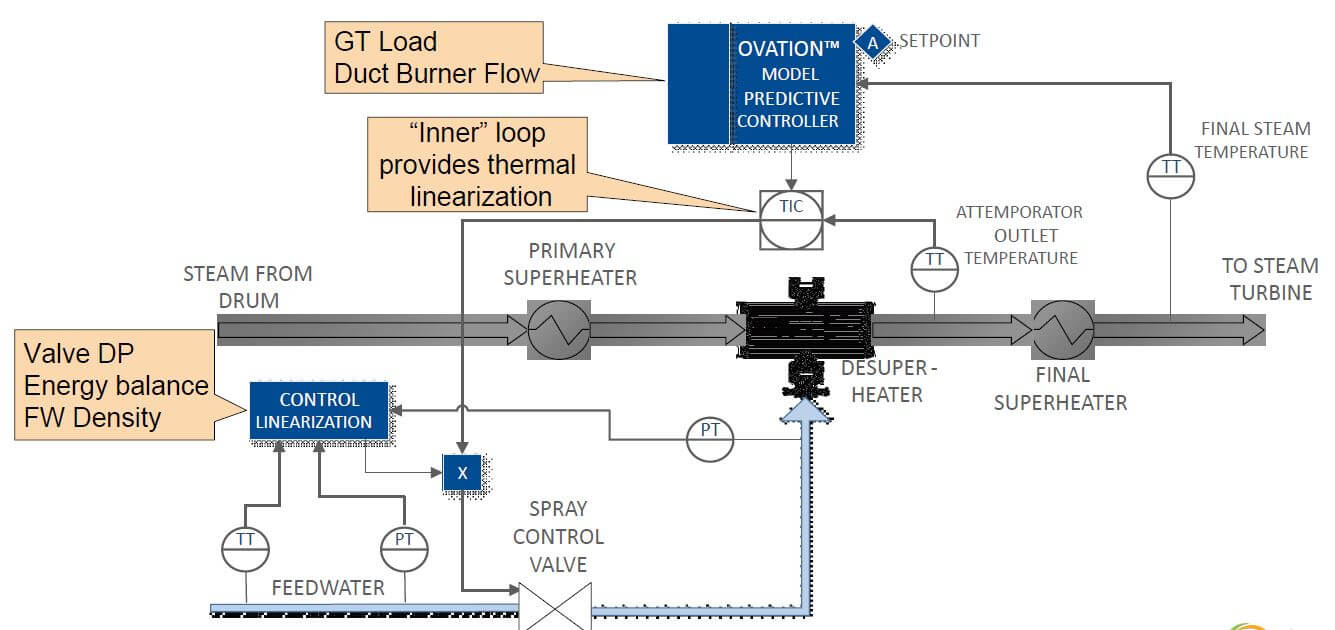
Model based control strategies are ideal for these types of long dead-time and/or higher order processes. Internal Model Control running within an Ovation controller provide good control even with process degradation.
Jeff noted that the isolation valve should be severe service and metal seated. The control valve needs to be anti-cavitation and the desuperheater needs 0.25 – 80 Cv injection. The ideal water spray covers the majority of the pipe area while not coming in contact with the piping surface. Maintaining this spray pattern requires ongoing nozzle maintenance. They should be inspected and changed on a regular basis—every 18 to 30 months in desuperheaters.
Jeff shared a couple case studies where this combination of better measurement, better control strategies, and better attemperation significantly improved steam temperature deviation, spray flow and valve movement.
