
Author: Pete Sharpe
Cracking furnaces are one of the most crucial parts of an ethylene complex. They set the production and yield for the entire plant. For furnace-limited plants, when a furnace is down, whether for maintenance or decoking, production is lost. Poor control and sub-optimal furnace operations lead to lower yields, more frequent decoke cycles, increased energy costs, and higher health, safety & environmental (HSE) risks.
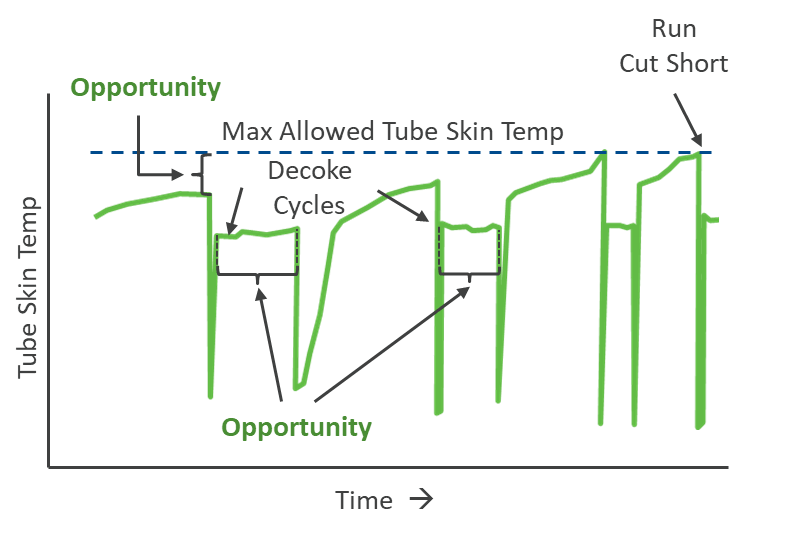 The key to operating a furnace is to set its feed rate, severity [cracking temperature] and steam ratio such that all passes through the furnace coke up at the same rate. This is so they all reach their maximum tube skin temperature on the planned decoking date. If one pass cokes up early, the furnace must be brought down and decoked early. Decoking before all passes are at their maximum means that additional ethylene production has been missed. Furnace-limited plants also have opportunities for additional production by minimizing the decoking cycle as shown here.
The key to operating a furnace is to set its feed rate, severity [cracking temperature] and steam ratio such that all passes through the furnace coke up at the same rate. This is so they all reach their maximum tube skin temperature on the planned decoking date. If one pass cokes up early, the furnace must be brought down and decoked early. Decoking before all passes are at their maximum means that additional ethylene production has been missed. Furnace-limited plants also have opportunities for additional production by minimizing the decoking cycle as shown here.
One value improvement practice (VIP) to drive better control and optimized furnace operations starts with instrumentation and controls. Most cracking furnaces operate on a combination of fuel gas and process gas whose composition can fluctuate. Using Coriolis meters for the furnace fuel measurement is a proven best practice due to the reduced sensitivity to fuel composition changes.
Vortex meters on the dilution/decoking steam are recommended for improved accuracy and lower maintenance. A good stack O2 and combustibles measurement is important as well, and a stable, repeatable, but not necessarily accurate air flow measurement is also ideal. Damper controls with limited gear play are important for tight closed-loop control of stack O2 / excess air to minimize energy consumed. Base regulatory and combustion controls should follow API recommended practice RP 556-Instrumentation, Control, and Protective Systems for Gas Fired Heaters for safe and efficient operation, including fuel-air cross-limiting functions that prevent fuel-rich, explosive conditions.
Online analyzers with relatively fast cycle times are required on both the feedstock and the furnace effluent for calculating furnace severity. All regulatory control loops should be stable and robust in closed-loop operation, so optimal loop tuning, and responsive, precise final control valves are also an important best practice. Coke rate is non-linear with respect to temperature. Any variability in the furnace temperatures will tend to coke up passes quicker. So pass balancing and tight coil outlet temperature control is critical to achieving the desired run length.
On top of the regulatory controls, top quartile companies use Model Predictive Control (MPC) to control charge rate, severity and steam ratios simultaneously. Severity is a calculated variable from on-line analyzers with a simple linear model used for control in-between analyzer readings. Coke rate is determined by the feed composition, coil temperature, hydrocarbon partial pressure and residence time. Adding steam reduces the coke, but increases the pressure drop and decreases ethylene conversion. The MPC balances pass flows to equalize coking rates across the furnace. It also monitors constraints on the furnace, including air, fuel, temperature and valve limits, and manages simultaneous control of all variables within specified limits.
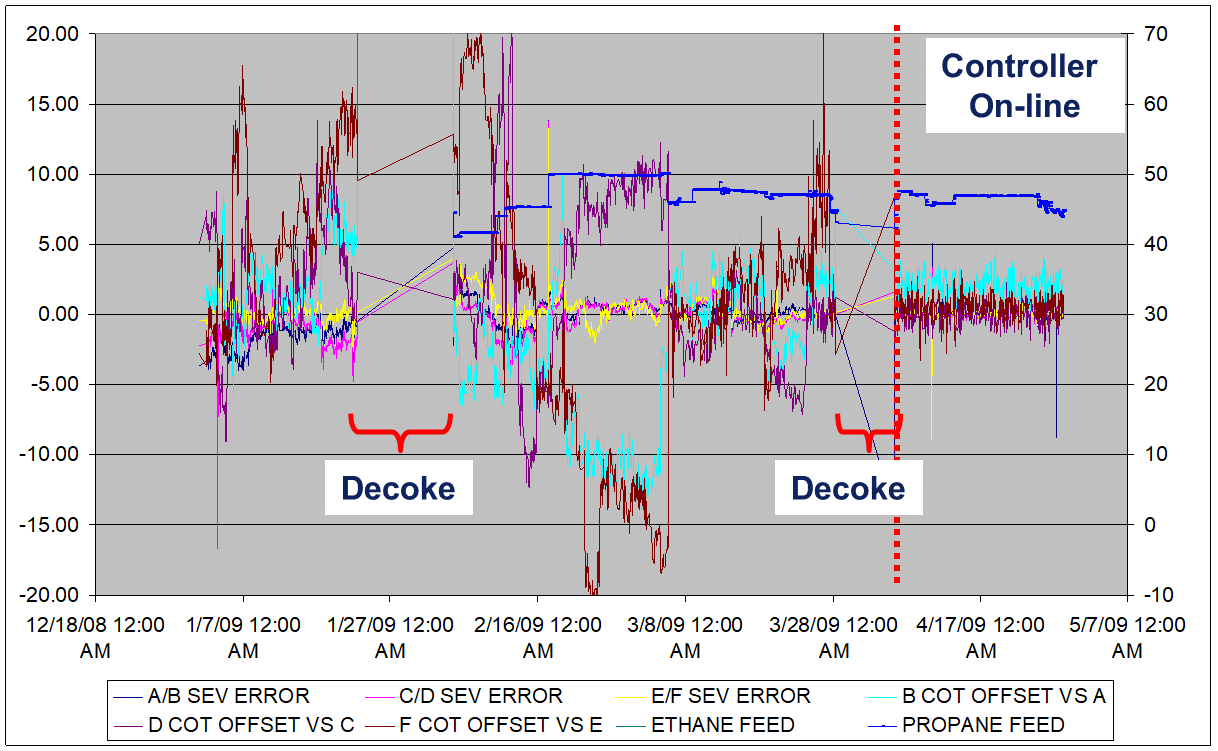 Here is an example of the improvement possible from an MPC on an ethylene furnace. The chart represents the deviation between the severity target and the actual measured severity. In manual operation, the operator must adjust flows and zone temperatures to each pass to keep the severity on target. This is usually set at the start and rarely adjusted over the course of the run. With MPC, the controller manages the interactions and controls the severity to target throughout the entire run.
Here is an example of the improvement possible from an MPC on an ethylene furnace. The chart represents the deviation between the severity target and the actual measured severity. In manual operation, the operator must adjust flows and zone temperatures to each pass to keep the severity on target. This is usually set at the start and rarely adjusted over the course of the run. With MPC, the controller manages the interactions and controls the severity to target throughout the entire run.
One of the largest value improvement opportunities in many ethylene complexes is an online optimizer to operate the furnace section against coking rate and multiple downstream cold-side constraints. Many times, ethylene plants can use different feedstocks, furnace charge rates and operating conditions to change effluent composition and shift the load in the backend. So, if the ethylene column is limited, it shifts the yield toward propylene and pushes charge up to maximize total plant yield.
One of the key functions the optimizer must consider is the coke production and the position in the decoke cycle for each furnace. A maximum coke rate which achieves the desired run length is set for the optimizer, which translates that to the optimum steam ratio, severity and charge rate setpoints to each furnace MPC.
 Procedure automation of furnace startup, shutdown and decoking cycles is another opportunity for improving safe operations and production levels. Typically, furnace sequences are performed manually, and as a result, vary significantly in how long it takes and how effective each step is.
Procedure automation of furnace startup, shutdown and decoking cycles is another opportunity for improving safe operations and production levels. Typically, furnace sequences are performed manually, and as a result, vary significantly in how long it takes and how effective each step is.
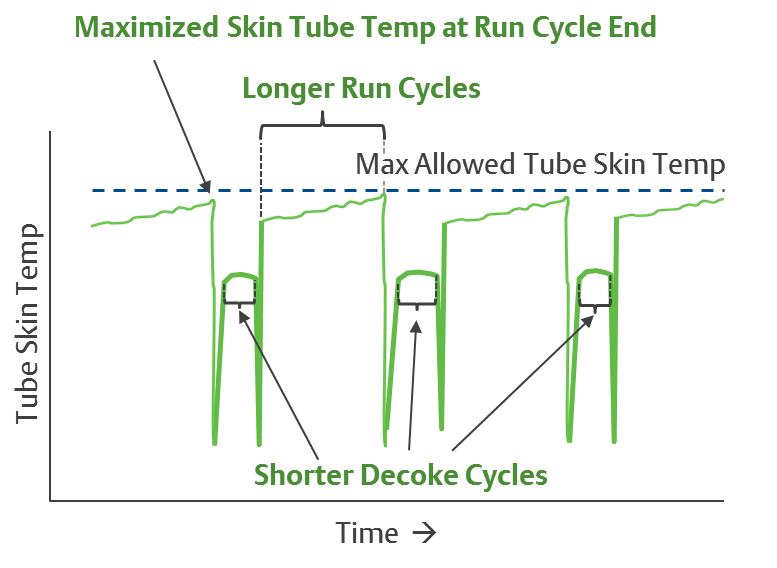
Automating manual procedures makes the sequence follow operator best practice, ensure it’s done safely, and in the minimum time possible – every time. Using these techniques, it is possible to operate optimally as illustrated.
Impact on Operations
These value improvement practices for ethylene furnaces have been proven to stabilize furnace operation and maximize the safety, reliability and total olefin production from the plant.
Typical performance improvements include:
- 2-3 day increase in run length
- 3-4% increase in total throughput to the plant
- 50-67% faster shutdown/decoke/startup of the furnaces
- 0-2% energy reduction
In the next series of blog posts, I will cover some of the other key VIPs for ethylene complexes to improve production, reliability, safety, energy and emissions.
From Jim: Visit the Ethylene section on Emerson.com or request to connect with an expert for more on the technologies, methodologies and solutions to help you drive business performance improvements.

