

The cold section of an ethylene plant is responsible for cooling and purifying the product-grade ethylene, propylene and other bi-products from the cracking furnaces. Cracked gas is cooled in transfer-line exchangers which produce steam from the effluent gas energy. Gas is further cooled with water in the quench column, scrubbed and dried before being compressed in the cracked gas compressor and fed to the cold box.
Ethylene Cold Box
The cold box is a complicated, multi-stream heat exchanger which cools the cracked gas. A methane/hydrogen stream is pulled off the cold box which also acts as the condenser for the demethanizer, the first column in the purification train. The demethanizer bottoms feeds a series of distillation columns which separate high-purity ethylene and propylene products from recycle ethane and propane, C4s and higher.

Since most columns operate under cryogenic conditions that can condense light gases, the refrigeration bill for these plants is substantial. While modern ethylene plants are quite heat integrated, they still need two large refrigeration compressors to provide cooling to the distillation column condensers and cold box. As Emerson’s Dr. Douglas White has explained, energy costs for the cold side of an ethylene plant represents roughly 20% of the total energy bill.
Operating the distillation train in an ethylene plant can be challenging because of constant feed rate and composition changes as furnaces are brought on- and off-line. High purity columns like the ethylene and propylene splitters exhibit very long time constants and deadtime which is difficult for most PID controllers to handle well.
These columns also have sections of flat temperature profiles which give little indication when product compositions are changing. Since the final product comes from these columns, the tendency is to operate conservatively, leading to increased product giveaway (greater purity than required) and higher energy consumed per ton of product.
Distillation Control Best Practices
Best practice for distillation control starts with the proper instruments and robust, stable control loop performance. From an instrumentation perspective, it is important to have tray temperatures located in the proper section of the column with a steep temperature profile and mounted in such a way as to measure true equilibrium vapor/liquid temperatures—and not splashed by a down-comer or return reflux. Key control valves such as the reflux, reboiler, column pressure and feed valves should have high-performing valves with smart positioners tuned for stable, responsive position control and monitored for good performance.
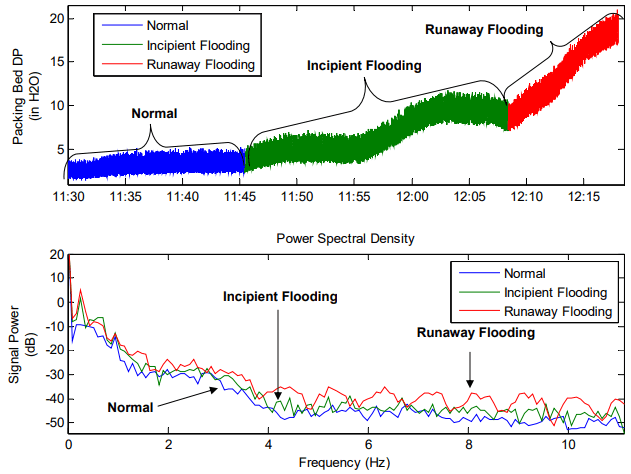 Columns that operate close to flooding can use patented & innovative digital techniques to identify incipient flooding characteristics.
Columns that operate close to flooding can use patented & innovative digital techniques to identify incipient flooding characteristics.
Finally, it is important to select the optimum regulatory control scheme based on the column’s characteristics (reflux/distillate ratio, product purity, etc.)
Modern loop tuning techniques such as Lambda Tuning should be used to stabilize the overall column control and tools such as DeltaV InSight should be used to monitor loop variability, mode, limits, oscillation, tuning and performance indices.
The next best practice for distillation columns is to utilize advanced control techniques to simultaneously control the composition of both ends of the column. Embedded model predictive control (MPC) algorithms such as DeltaV PredictPro can be used to address the long time constants and decouple the interactions inherent in distillation column controls.
Inferential predictions such as DeltaV Neural can be used for control between lab samples or gas chromatograph (GC) cycles. To make implementation and support even easier, Emerson has a pre-engineered library of distillation-specific APC functions and calculations in the SmartProcess Distillation application. These libraries calculate control and constraint parameters such as internal reflux, jet flood, reboiler and condenser duty, product recovery and energy per ton.
The APC will automatically stabilize the column and maintain on-spec production at minimum energy during changes in feed rates and composition. Furthermore, it is common for one or more of the distillation columns and/or the refrigeration system to be the plant bottleneck, limiting the total plant throughput. With APC monitoring and controlling constraint limits while minimizing energy and refrigeration load, it is possible to increase the total plant throughput.
Optimizing Energy versus Recovery
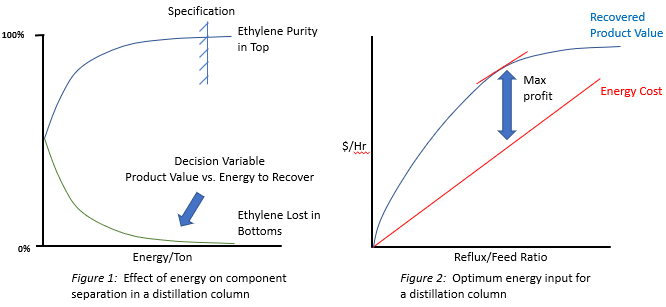
Finally, for ethylene and propylene splitters, there is further opportunity to optimize energy vs. recovery. Essentially, a two-product distillation column is controlled using two basic handles—material balance (e.g. distillate-to-feed (D/F) ratio) and energy balance (e.g. reflux-to-feed (R/F) ratio). The column control strategy will define which handle is tied to which product quality.
If the final product purity, ethylene in this case, is controlled using the D/F ratio, then the recovery of ethylene from the bottoms stream is controlled using energy (figure 1). Because of the non-linearity of energy vs. recovery, there is always a tradeoff of how much ethylene and propylene should be removed from the recycle feed to the furnaces. The optimum point is where the cost of the incremental energy used to recover an additional lb. of product is equal to the incremental value of that lb. recovered as product vs recycled (figure 2).
Using these best practices in an ethylene plant’s distillation columns, ethylene producers can expect improvements on the order of:
- 5-10% increased capacity
- 20-50% reduction in product quality variation
- 3-5% reduction in energy per ton
- 5-10% reduction in product inventories by reducing off-spec and re-work
In the next series of blog posts, our Downstream Hydrocarbons industries team will cover some of the other key value improvement practices (VIPs) for ethylene complexes to improve production, reliability, safety, energy and emissions.
From Jim: Visit the Operational Certainty and Ethylene sections on Emerson.com for more on the technologies, methodologies and solutions to help you drive business performance improvements.

