As I ponder how to better control temperature on my BBQ pit smoker with minimal instrumentation & controls, I saw a great email on wood burning boiler control.
 Emerson’s Barbara Hamilton, a Senior Industrial Energy Consultant, recently visited a paper manufacturer that was having issues with excessive stack particulate on their boiler.
Emerson’s Barbara Hamilton, a Senior Industrial Energy Consultant, recently visited a paper manufacturer that was having issues with excessive stack particulate on their boiler.
She visited the mill to validate the fuel and air setup as well as the control strategies to improve combustion in the boiler.
The mill staff shared that the boiler was unable to pass particulate emissions testing since its last shutdown. Inspection for mechanical issues of the multi-clone dust collector and scrubber ruled out their involvement in a search for a solution.
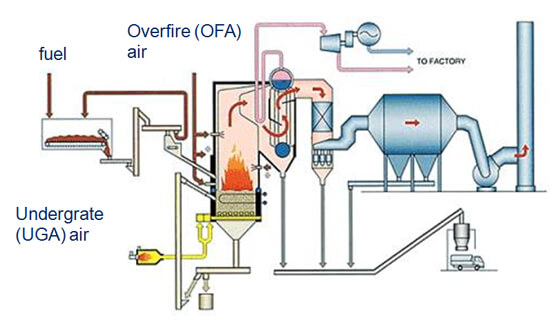
Typical Solid Fuel Fired Boiler
Barbara found the fuel and air were not optimally coordinated, following several mechanical repairs to boiler in the past year. The mill operators reported better boiler performance when they increased over fire air (OFA), especially at high steam loads. This workaround was OK for high loads but undesirable at mid-range loads.
One issue the team discovered was the speed of one of the wood chip feeds. It operated significantly faster than the other two feeders. The solution required adjusting the output to the feeder’s variable frequency drive (VFD), since changing its setpoint impacted average speed calculations in the control strategy.
Other steps taken to get the fuel and air mixture back in balance included increasing the forced draft (FD) fan discharge pressure when operating at high loads to increase the OFA velocity. The BTU compensation was normalized to account for the non-linearity of the feeders. This was done by recalculating the predicted bark steam curve. Also, the O2 curve was increased for high load conditions.
Finally, Barbara used a new air-demand analysis spreadsheet the industrial energy consulting team had developed to modify the undergrate air (UGA) curve to decrease the UGA for mid-range load conditions and increase OFA throughout the load demand range.
These changes along with recommendations for ongoing improvements and adjustments over time solved the combustion issues and brought the boiler back into fuel-efficient, operating condition.
I wanted also to recognize the Honor Award that Barbara received from the University of Maine Pulp and Paper Foundation for, “…her many valued contributions enhancing the University of Maine’s reputation for excellence throughout the paper and related industries.”
Congratulations and well deserved, Barbara!
| iTunes
