When optimizing operating costs at a production facility, the bias is toward that which can be measured. For example, the cost of chemicals additives for a process is something easily measured based upon the amount consumed. For components such as the energy to produce steam, the costs may not be so clear.

The first example from a pulp mill, was where consistent bleaching of the pulp stock was accomplished by keeping the inlet temperature to the oxygen delignification tower constant. Oxygen was the bleaching chemical in this case.
Barbara noted that the temperature operating target is determined by the process designer, but small fluctuations in setpoint are up to the operators’ discretion. Setting the temperature up a few degrees can save bleaching chemical and setting it down a few degrees can save steam.
The Pulp Mill Operation Manager knows exactly how much the bleaching chemicals cost, but the impact of steam is not as “real”. Even if there are internal charges from the Powerhouse, they are typically done monthly and do not address incremental costs. The impact of operating temporarily away from the design inlet temperature is not readily apparent.
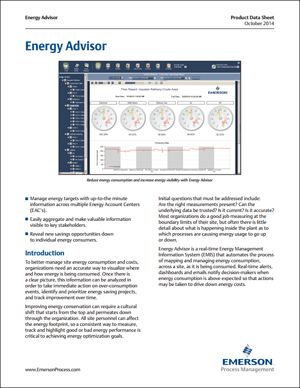 For this project, Barb and the mill staff implemented the Energy Advisor software, a Real-Time Energy Management Information System (EMIS) application that helps bring visibility to where and how energy is being consumed. This gave the mill staff the ability to measure the cost of steam production and usage and the tradeoff between bleaching chemicals and steam became apparent in real time.
For this project, Barb and the mill staff implemented the Energy Advisor software, a Real-Time Energy Management Information System (EMIS) application that helps bring visibility to where and how energy is being consumed. This gave the mill staff the ability to measure the cost of steam production and usage and the tradeoff between bleaching chemicals and steam became apparent in real time.
It turned out that changing the temperature by even 2°C could impact energy costs by $60/hour when the incremental steam is coming from firing natural gas. The savings in bleaching chemicals by increasing inlet temperature could be completely eclipsed by the cost of steam depending upon the boiler fuel being used.
The tradeoff between oxygen consumed and steam used could now provide better decisions for the operations staff to optimized costs.
The second example Barbara shared was at a Kraft pulping facility. As any industrial powerhouse manager will tell you, not all boilers are created equal. But even when their efficiencies are known, operating procedures do not always result in the most optimum mix of fuels across the available boilers.
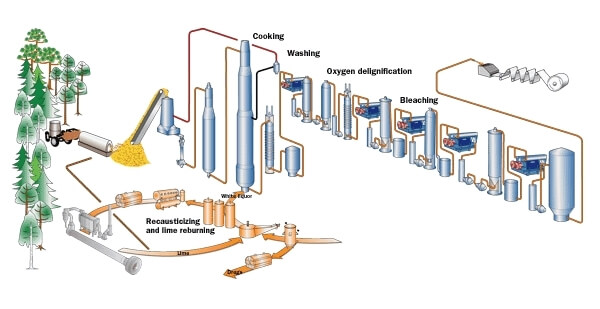
“Pulp mill 2” by Langbein Rise (talk) – I created this work entirely by myself.. Licensed under Public Domain via Wikipedia.
For this process, the recovery boiler is used to process “black liquor” to recover the pulping chemicals and producing steam as a byproduct. Most pulping facilities also have a biomass boiler and it is not unusual to operate for extended periods of time without having to fire auxiliary fuels such as natural gas or oil.
Although it is generally known that recovery boilers are more efficient than biomass boilers, the operating procedures for firing the auxiliary fuel may not reflect this knowledge.
Working with the mill engineering team, Barbara showed how the Energy Advisor helped to better understand the cost of firing natural gas on the biomass boiler instead of the recovery boiler. The process engineer found that the gain factor on the recovery boiler was twice that of the biomass boiler. Energy Advisor predicted twice as much steam from the same amount of natural gas when that gas was fired in the recovery boiler.
Although there are operational reasons to fire natural gas in the biomass boiler, the mill team reworked their standard operating procedures (SOPs) to favor use of natural gas in the more efficient unit which as a result, led to immediate savings.
You can connect and interact with other industrial energy and pulp & paper experts in the Industrial Energy and Pulp and Paper groups in the Emerson Exchange 365 community.

{kind=link}