
 The article with the same title by Emerson’s Jonas Berge describes how additional measurements in older process manufacturing and production plants are being added to make them more energy efficient and reliable.
The article with the same title by Emerson’s Jonas Berge describes how additional measurements in older process manufacturing and production plants are being added to make them more energy efficient and reliable.

- Pipe and flange leaks
- Equipment not turned off
- Performance degradation
- Steam trap failure
- Relief valve seat passing
- Relief valve release
- Heat exchanger fouling
- Cooling tower excess cooling
- Air cooled heat exchanger fouling and excess cooling.
Many of these pieces of equipment have historically be manually monitored via operator rounds on an infrequent basis. Energy losses occur in several ways:
Running fans at excess speeds, failed steam traps, fouling, inefficient combustion, pipe and flange leaks, poor insulation on steam and condensate lines, passing relief valves, tank leaks, unused equipment not turned off, passing valves, and valves left open, are some of the reasons why plants are consuming more energy than they should.
Other causes include:
Poor combustion control, especially when fuel heat content changes, wastes energy by causing excessive stack losses. Leaking compressed air systems and valves left open, when not producing, waste the electricity that was consumed to compress the air. Leaking steam systems waste the fuel that was consumed to generate steam. Pumps and fans left on, when not producing, waste electricity. Water leaking and condensate not recovered waste the water itself, plus the chemicals and energy required to treat it.
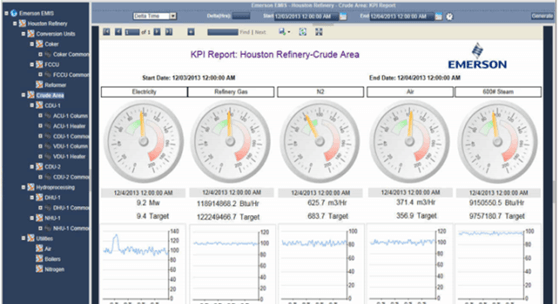
Emerson’s Energy Advisor web browser based Real-Time Energy Management Information System (EMIS)
- Water
- Air (compressed)
- Gas (fuel)
- Electricity
- Steam.
WirelessHART measurement instrumentation is a good way to quickly add the measurements required to effectively monitor these energy streams.
Metering transmitters have to be deployed plant-wide to enable data-driven energy management. Note that these additional measurements feed directly into the historian and EMIS software; they need not go through the control system. Essential plant systems such as the water system, compressed air system, fuel gas system, electrical system, and steam system are all fully monitored.
With these additional measurements, the EMIS:
…includes a target calculator model, which dynamically computes what the target energy consumption should be for any particular energy stream for a piece of equipment, plant unit, or area based on the production rate, environmental conditions, and other variables affecting energy consumption.
For instance, for a boiler the target gas consumption can be calculated from steam pressure, steam flow rate, and steam temperature. EMIS software with models for common process equipment designed specifically for the process industry, not a building management or discrete manufacturing, is available.
For instance, the boiler efficiency model uses first principles and variables like feed-water temperature, and fuel flow to calculate enthalpy, efficiency, target fuel flow, specific energy, steam cost, etc.
Read the article for more how a data-driven approach can help reduce energy consumption and how it can help spot conditions such as heat exchange fouling, overdue equipment cleaning, and optimized equipment run time. The article’s author concludes:
Additional measurements can deliver significant benefits to the plant for the long term. The additional measurements do not benefit the designer, process licensor, or contractor but they can earn a reputation of providing designs which are more energy efficient. The benefits go to the bottom line of the plant. Therefore users must specify these energy efficiency solutions.
New plants should be built, and existing plants modernized, with energy efficiency and loss control in mind. Start by incorporating energy efficiency solutions into current projects and to modernize existing sites. Request an energy efficiency expert to review current or proposed procedures for energy efficiency and loss control.
Emerson’s Industrial Energy consulting team can help assess and recommend ways to help optimize energy consumption. You can also connect and interact with other energy experts in the Industrial Energy and Operate & Maintain groups in the Emerson Exchange 365 community.
Update: I learned that Emerson’s Jonas Berge was the article’s author so I’ve updated the post to reflect this.
